Colors d'alumini anoditzat: tot el que necessiteu saber
Última actualització: 09/02, temps de lectura: 7 minuts

Peces d'alumini anoditzat amb diversos colors
A causa del seu pes lleuger i alta resistència,alumini i els seus diferents graus d'aliatgess'utilitzen amb freqüència materials de construcció en diverses indústries, com ara la mèdica, l'automoció i l'aeroespacial.No importa quin procés de fabricació s'utilitzi per fer aquestes peces.Acabat superficialés essencial per millorar les propietats mecàniques i la bellesa estètica d'aquestes peces.
Perquè l'àmplia gamma de colors es pot revestir a la superfícieanoditzat, és el mètode d'acabat superficial més popular utilitzat en la fabricació global.Les peces d'alumini estan fetes per ser duradores i excel·lents resistències a l'exposició ambiental dura, gràcies al color anoditzat.A més, la capacitat de resistir l'abrasió es pot aconseguir anoditzant el color.Aquest article farà una vista generalel procés d'anodització d'alumini, diversos enfocaments de coloració, coincidència de colors i processos relacionats.
Procés d'anodització d'alumini
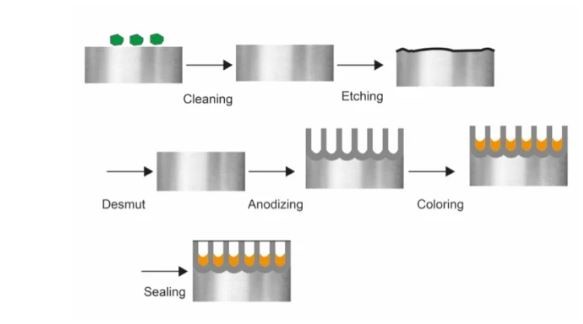
La neteja de les peces fabricades és el primer pas per anoditzar l'alumini, i l'alcalí gravat és el millor agent de neteja per a la feina.Durant aquest procés de neteja s'eliminen tots els olis lleugers i altres substàncies que puguin dificultar el procés d'anodització.Després de la neteja s'ha de realitzar un gravat alcalí per eliminar els òxids naturals restants de la superfície.La millor opció per això són els hidròxids de sodi.
El següent pas és expulsar les peces d'alumini netejades i gravades a una solució d'àcid nítric per fer que la superfície sigui suau i preparar-la per a l'anodització.
Diverses etapes per a la coloració d'alumini anoditzat
Finalment, els components d'alumini es submergeixen en un electròlit d'àcid sulfúric per a l'anodització.El càtode es troba fora del dipòsit d'electròlits.Els components d'alumini que cal revestir serveixen d'ànode.A continuació, s'aplica un corrent elèctric a l'elèctrode (terminal "+" a l'ànode i terminal "-" al càtode).Ara, el corrent elèctric es mou a través de la solució electrolítica i allibera els ions d'òxid, que van al substrat d'alumini per formar la capa d'òxid integrada a la superfície.
Colors sobre peces d'alumini anoditzat
En general, les peces d'alumini anoditzat es fan servir els quatre mètodes següents: coloració d'interferència, coloració de colorants, coloració electrotècnica i coloració integral.Fem una ullada més de prop a cadascun d'ells ara.
Coloració electro
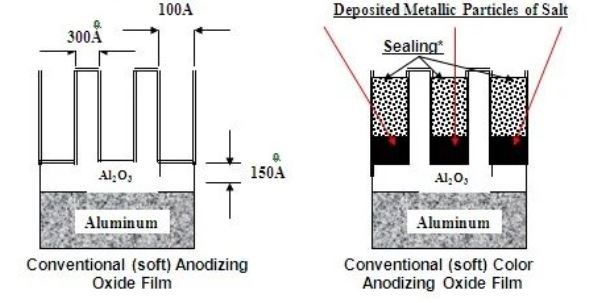
Es poden aconseguir fàcilment diversos colors a la superfície de les peces d'alumini anoditzat amb elcoloració electrolítica.La coloració electrolítica utilitza diferents sals metàl·liques com a agent colorant, on els ions metàl·lics de la sal utilitzada es dipositen als porus de les peces d'alumini anoditzat.Per tant, el color depèn del metall utilitzat en la solució de sal.
Procés d'electrocoloració
Com a part del procés d'electròlisi, la superfície anoditzada es submergeix en solucions concentrades de sals metàl·liques fins que es precipita prou pigment per crear el color desitjat.Per tant, el color depèn del metall utilitzat en la sal, i la intensitat de la coloració depèn del temps de tractament (de 30 segons a 20 minuts).
Algunes sals i colors metàl·lics comuns utilitzats en la coloració d'alumini anoditzat
| SN | Sal | Color |
| 1 | Nitrat de plom | groc |
| 2 | Acetat amb dicromat de potassi | groc |
| 3 | Acetat amb permanganat de potassi | Vermell |
| 4 | Sulfat de coure amb sulfur d'amoni. | Verd |
| 5 | Sulfat fèrric amb ferrocianur de potassi | Blau |
| 6 | Acetat de cobalt amb sulfur d'amoni | Negre |
Colorant tint
Un altre enfocament per acolorir la part d'alumini anoditzat és el colorant.Aquest procés consisteix simplement a submergir els components que s'han de pintar al dipòsit que conté la solució de colorant.La intensitat del color en aquest enfocament depèn de les diferents variables, com ara la concentració de colorant, el temps de tractament i la temperatura.
Especificacions per a la coloració del tint:
| Material per al tanc de matriu | acer inoxidable, plàstic o fibra de vidre
|
| Rang de temperatura | 140 a 1600F |
| Configuració addicional | Agitació d'aire per evitar la contaminació del dipòsit de colorant |
Consells per a un color perfecte
· La neteja de les peces d'alumini anoditzat és crucial perquè els àcids persistents a la superfície poden interferir amb el procés de tenyit.En algunes situacions, la presència d'àcids impedeix que l'alumini es tenyeix.Per tant, abans de començar el bany de tintura, utilitzeu bicarbonat de sodi per desorbir.
· Els passos d'anodització i bany de tint s'han de completar simultàniament, i les peces es col·loquen al dipòsit tenyit tan bon punt s'eliminen del dipòsit d'anodització.
· A més, manteniu qualsevol àcid o altra contaminació lluny del dipòsit de colorant.
Coloració integral
Els processos de coloració integral combinen dos enfocaments diferents.En primer lloc, els components d'alumini estan anoditzats, i els components anoditzats es coloren amb els aliatges.Per tant, la funció d'un aliatge específic en aquest procés és com es desenvolupa el color.Segons la composició de les peces d'alumini i les condicions de funcionament, la gamma de colors pot anar des d'un bronze daurat passant per un bronze profund fins al negre.
Coloració d'interferència
Aquest enfocament implica l'ampliació de l'estructura dels porus i la deposició del metall adequat en funció dels colors necessaris a la superfície per obtenir la superfície de color.Com si tinguéssiu un color blau-gris si dipositésssiu un níquel.Fonamentalment, els colors d'interferència es produeixen quan la llum colpeja les superfícies d'alumini anoditzat i es refracta, reflecteix o absorbeix.
Segellat-Procés
Procés de segellat
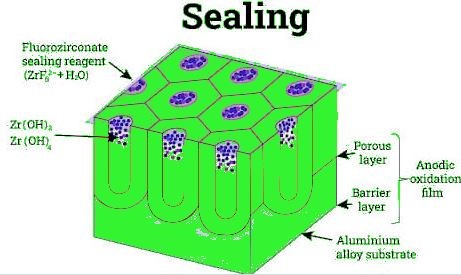
L'objectiu principal del procés de segellat és evitar que les molècules no desitjades s'absorbeixin als porus.Com que els lubricants o altres molècules no desitjades de vegades es retenen als porus, contribuint finalment a la corrosió superficial.Alguns materials de segellat habituals són l'acetat de níquel, el dicromat de potassi i l'aigua bullint.
1. Mètode d'aigua calenta
Normalment s'utilitza acer inoxidable o un altre material inert per fer el tanc de segellat.Els components d'alumini de colors es submergeixen primer en aigua calenta (200 0F), on el monohidrat d'alumini es forma a la superfície, juntament amb un augment corresponent de volum.Com a resultat, les molècules no desitjades s'eliminen del porus.
2. Mètode de fluorur de níquel
Aquest procediment suavitza els components d'alumini anoditzat.En aquest mètode, s'introdueix níquel fluor a l'alumini anoditzat.L'ió fluor va ara als porus, on l'ió níquel precipita a la superfície i forma hidròxid de níquel combinant-se amb molècules d'aigua, bloquejant finalment els porus.
3. Mètode del dicromat de potassi
Aquesta tècnica utilitza una solució de dicromat de potassi (5% p/V) per segellar components d'alumini anoditzat.En primer lloc, els components es submergeixen durant uns 15 minuts en un dipòsit que conté una solució bullent de dicromat de potassi.A continuació, la superfície de les peces absorbeix els ions de cromat i el recobriment es produeix quan aquests ions s'hidraten.Tot i ser menys resistent a les taques que altres mètodes de segellador, aquest recobriment encara ofereix un enfocament senzill per al segellat.
Coincidència de colors
El color coincident podria ser diferent segons els diferents lots;no obstant això, si seguiu el procés exacte de coloració de les peces d'alumini anoditzat.Per això, el procés i altres elements com el grau d'alumini utilitzat, el tipus d'acabat, la concentració de les matrius i l'estructura cristal·lina de la superfície haurien de ser gairebé idèntics en els lots per obtenir el color coincident.
Conclusió
Després de revisar l'anodització i la coloració de les peces d'alumini, està clar que el millor benefici de l'anoditzat d'alumini és la capacitat d'implantar diferents colors a la superfície, que no només millora les propietats mecàniques i la bellesa estètica, sinó que també satisfà la demanda del mercat.A més, el mètode d'electrocoloració és el millor dels quatre enfocaments de coloració perquè diposita el color electroquímicament i permet crear una àmplia gamma de colors simplement escollint la solució de sal adequada.
Sens dubte, el procés d'anodització de l'alumini és bastant complex perquè implica una gran quantitat de química, ciència dels materials i fabricació d'enginyeria.Tanmateix, no hi haurà cap confusió si seleccioneu el nostreservei d'anodització. La nostra ciència dels materials i enginyeria mecànicaels experts et proporcionaran l'anoditzat d'alumini del més alt calibre, i podràs triar el color que millor s'adapti al teu projecte.
Preguntes freqüents
Quin és el procés d'anodització d'alumini?
L'anodització d'alumini és un procés electroquímic que desenvolupa capes resistents a la corrosió i a les ratllades a l'exterior de les peces metàl·liques, oferint un excel·lent acabat en diversos colors.
Quins colors es poden implantar a la superfície de les peces d'alumini anoditzat?
No hi ha una resposta exacta, però gairebé tots els colors es poden aplicar a la superfície amb l'enfocament anoditzat.
Quins són els mètodes típics per pintar components d'alumini anoditzat?
Els mètodes més populars són la coloració electro, la coloració de colorant, la coloració per interferència i la coloració integral.
El color de la superfície anoditzada s'esvaeix amb el temps?
No, és molt durador.Tanmateix, no s'apaga en un entorn típic fins que s'aplica un rentat àcid a la superfície.
Hora de publicació: Jul-04-2022