Цвета анодированного алюминия: все, что вам нужно знать
Последнее обновление: 02.09, время чтения: 7 минут

Детали из анодированного алюминия различных цветов
Благодаря своему легкому весу и высокой прочности,алюминий и его различные марки сплавовчасто используются строительные материалы в различных отраслях промышленности, в том числе медицинской, автомобильной и аэрокосмической.Неважно, какой производственный процесс используется для изготовления этих деталей.Отделка поверхностиимеет важное значение для улучшения механических свойств и эстетической красоты этих деталей.
Поскольку широкий спектр цветов может быть нанесен на поверхность с помощьюанодирование, это самый популярный метод обработки поверхности, используемый в мировом производстве.Алюминиевые детали сделаны прочными и отлично противостоят суровому воздействию окружающей среды благодаря анодированному цвету.Кроме того, способность противостоять истиранию может быть достигнута за счет анодирования цвета.В этой статье будет обзорпроцесс анодирования алюминия, различные подходы к окраске, согласование цветов и сопутствующие процессы.
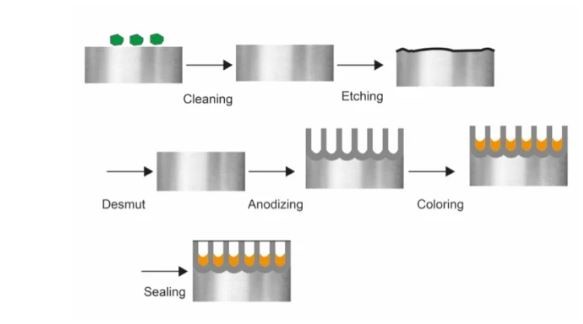
Процесс анодирования алюминия
Очистка изготовленных деталей — это первый шаг в анодировании алюминия, а щелочь при гравировке — лучшее чистящее средство для этой работы.Все легкие масла и другие вещества, которые могут помешать процессу анодирования, удаляются во время этого процесса очистки.Щелочное травление должно быть выполнено после очистки, чтобы удалить любые оставшиеся природные оксиды с поверхности.Наилучший вариант для него – гидроксиды натрия.
Следующим шагом является погружение очищенных и протравленных алюминиевых деталей в раствор азотной кислоты, чтобы сделать поверхность гладкой и подготовить ее к анодированию.
Различные этапы окраски анодированного алюминия
Наконец, алюминиевые компоненты погружаются в электролит серной кислоты для анодирования.Катод расположен снаружи резервуара с электролитом.Алюминиевые компоненты, которые необходимо покрыть, служат анодом.Затем на электрод подается электрический ток (клемма «+» к аноду и клемма «-» к катоду).Теперь электрический ток проходит через раствор электролита и высвобождает ионы оксида, которые направляются к алюминиевой подложке, образуя интегрированный оксидный слой на поверхности.
Цвета на алюминиевых анодированных деталях
Как правило, анодированные алюминиевые детали окрашиваются с использованием следующих четырех методов: интерференционная окраска, окраска красителем, электроокраска и интегральная окраска.Теперь давайте подробнее рассмотрим каждый из них.
Электро раскраски
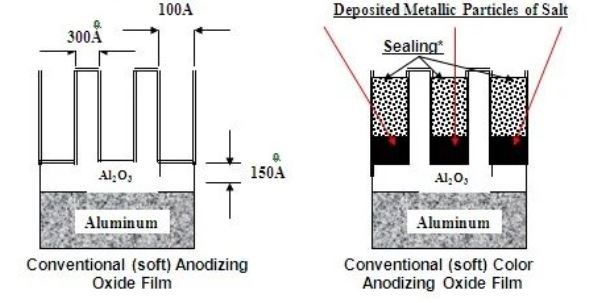
Различные цвета легко достижимы на поверхности анодированных алюминиевых деталей с помощьюэлектролитическое окрашивание.При электролитическом окрашивании в качестве красителя используются соли различных металлов, при этом ионы металла используемой соли оседают в порах анодированных алюминиевых деталей.Следовательно, цвет зависит от металла, используемого в солевом растворе.
Процесс электро окраски
В рамках процесса электролиза анодированную поверхность погружают в концентрированные растворы солей металлов до тех пор, пока не выпадет в осадок достаточное количество пигмента для получения желаемого цвета.Так, цвет зависит от используемого в соли металла, а интенсивность окраски зависит от времени обработки (от 30 секунд до 20 минут).
Некоторые распространенные соли металлов и красители, используемые для окрашивания анодированного алюминия.
| SN | Соль | Цвет |
| 1 | Нитрат свинца | Желтый |
| 2 | Ацетат с дихроматом калия | Желтый |
| 3 | Ацетат с перманганатом калия | Красный |
| 4 | Медный купорос с сульфидом аммония. | Зеленый |
| 5 | Сульфат железа с ферроцианидом калия | Синий |
| 6 | Ацетат кобальта с сульфидом аммония | Черный |
Окрашивание краской
Другой подход к окрашиванию анодированной алюминиевой детали — окрашивание красителем.Этот процесс включает простое погружение окрашиваемых компонентов в емкость с раствором красителя.Интенсивность цвета в этом подходе зависит от различных переменных, таких как концентрация красителя, время обработки и температура.
Спецификации для окрашивания красителя:
| Материал для штамповочного бака | нержавеющая сталь, пластик или стекловолокно
|
| Диапазон температур | от 140 до 1600F |
| Дополнительная настройка | Воздушное перемешивание для предотвращения загрязнения бака с красителем |
Советы для идеального окрашивания краской
· Очистка анодированных алюминиевых деталей имеет решающее значение, поскольку кислоты, оставшиеся на поверхности, могут помешать процессу окрашивания.В некоторых случаях присутствие кислот предотвращает окрашивание алюминия.Итак, перед запуском ванны с красителем используйте бикарбонат натрия для десорбции.
· Этапы анодирования и окрашивания должны выполняться одновременно, при этом детали должны быть помещены в ванну для окрашивания, как только они будут удалены из ванны для анодирования.
· Кроме того, не допускайте попадания кислоты или других загрязнений в бак с красителем.
Интегральная окраска
Интегральные процессы окраски сочетают в себе два разных подхода.Во-первых, алюминиевые компоненты анодируются, а анодированные компоненты окрашиваются сплавами.Следовательно, функция конкретного сплава в этом процессе заключается в том, как проявляется цвет.В зависимости от состава алюминиевых деталей и условий эксплуатации цветовая гамма может варьироваться от золотисто-бронзового до темно-бронзового и черного.
Интерференционная окраска
Этот подход включает в себя увеличение структуры пор и нанесение на поверхность соответствующего металла в зависимости от требуемых цветов для получения окрашенной поверхности.Как будто вы получили бы сине-серый цвет, если бы отложили никель.По сути, интерференционные цвета возникают, когда свет падает на анодированные алюминиевые поверхности и преломляется, отражается или поглощается.
Процесс запечатывания
Процесс уплотнения
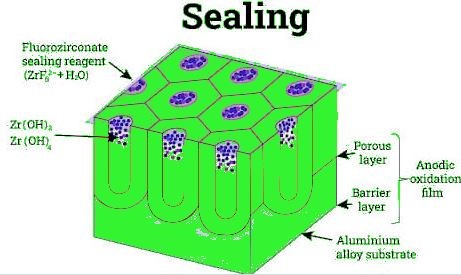
Основная цель процесса герметизации — предотвратить попадание нежелательных молекул в поры.Потому что смазочные материалы или другие нежелательные молекулы иногда задерживаются в порах, что в конечном итоге способствует коррозии поверхности.Некоторыми распространенными уплотнительными материалами являются ацетат никеля, дихромат калия и кипящая вода.
1. Метод горячей воды
Для изготовления герметизирующего резервуара обычно используется нержавеющая сталь или другой инертный материал.Окрашенные алюминиевые компоненты сначала погружают в горячую воду (200 0F), где на поверхности образуется моногидрат алюминия с соответствующим увеличением объема.В результате нежелательные молекулы удаляются из пор.
2. Метод фторида никеля
Эта процедура размягчает детали из анодированного алюминия.В этом методе фтористый никель вводится в анодированный алюминий.Ион фтора теперь попадает в поры, где ион никеля осаждается на поверхности и образует гидроксид никеля, соединяясь с молекулами воды, в конечном итоге блокируя поры.
3. Метод бихромата калия
В этом методе используется раствор дихромата калия (5 % масс./об.) для герметизации компонентов из анодированного алюминия.Сначала компоненты погружают примерно на 15 минут в емкость, содержащую кипящий раствор бихромата калия.Далее поверхность деталей поглощает ионы хромата, и при гидратации этих ионов происходит покрытие.Несмотря на то, что это покрытие менее устойчиво к пятнам, чем другие методы герметизации, оно по-прежнему предлагает простой подход к герметизации.
Соответствие цвета
Соответствующий цвет может отличаться в зависимости от партии;однако, если вы будете следовать точному процессу окрашивания деталей из анодированного алюминия.Из-за этого процесс и другие элементы, такие как сорт используемого алюминия, тип отделки, концентрация штампов и кристаллическая структура поверхности, должны быть почти одинаковыми для всех партий, чтобы получить соответствующий цвет.
Заключение
Изучив анодирование и окрашивание алюминиевых деталей, становится ясно, что лучшим преимуществом анодирования алюминия является возможность имплантации различных цветов на поверхность, что не только улучшает механические свойства и эстетическую красоту, но и отвечает требованиям рынка.Кроме того, метод электроокрашивания является лучшим из четырех подходов к окрашиванию, потому что он наносит цвет электрохимически и позволяет создавать широкий спектр цветов, просто выбирая правильный раствор соли.
Несомненно, процесс анодирования алюминия довольно сложен, потому что он включает в себя большое количество химии, материаловедения и машиностроения.Тем не менее, не будет никакой путаницы, если вы выберете нашуслуги анодирования. Наше материаловедение и машиностроениеСпециалисты предоставят вам анодирование алюминия самого высокого качества, и вы сможете выбрать цвет, наиболее подходящий для вашего проекта.
Часто задаваемые вопросы
Что такое процесс анодирования алюминия?
Анодирование алюминия — это электрохимический процесс, при котором на внешней поверхности металлических деталей образуются устойчивые к коррозии и царапинам слои, обеспечивающие превосходную отделку различных цветов.
Какие цвета можно имплантировать на поверхность деталей из анодированного алюминия?
Точного ответа нет, но с помощью анодирования на поверхность можно наносить почти все цвета.
Каковы типичные методы окрашивания компонентов из анодированного алюминия?
Электроокраска, окраска красителем, интерференционная окраска и интегральная окраска являются наиболее популярными методами.
Цвет на анодированной поверхности со временем тускнеет?
Нет, он очень стойкий.Однако в обычной среде он не выключается, пока на поверхность не будет нанесена кислотная промывка.
Время публикации: 04 июля 2022 г.