Couleurs d'aluminium anodisé : tout ce que vous devez savoir
Dernière mise à jour :09/02, temps de lecture : 7mins

Pièces en aluminium anodisé de différentes couleurs
En raison de leur légèreté et de leur haute résistance,l'aluminium et ses différentes qualités d'alliagessont des matériaux de construction fréquemment utilisés dans diverses industries, notamment la médecine, l'automobile et l'aérospatiale.Peu importe le procédé de fabrication utilisé pour fabriquer ces pièces.Finition de surfaceest essentiel pour améliorer les propriétés mécaniques et la beauté esthétique de ces pièces.
Parce que la large gamme de couleurs peut être enduite sur la surface paranodisation, c'est la méthode de finition de surface la plus populaire utilisée dans la fabrication mondiale.Les pièces en aluminium sont conçues pour être durables et d'excellentes résistances à une exposition environnementale difficile, grâce à la couleur d'anodisation.De plus, la capacité à résister à l'abrasion peut être obtenue en anodisant la couleur.Cet article donnera un aperçule processus d'anodisation de l'aluminium, diverses approches de coloration, la correspondance des couleurs et les processus associés.
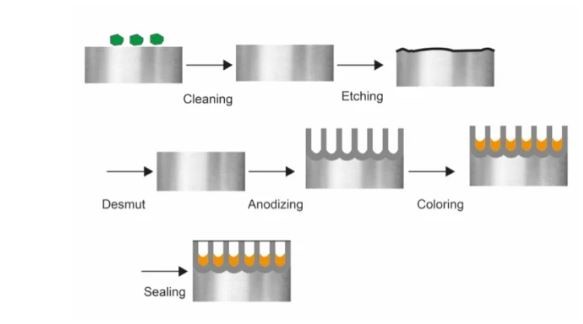
Processus d'anodisation de l'aluminium
Le nettoyage des pièces fabriquées est la première étape de l'anodisation de l'aluminium, et l'alcaline de gravure est le meilleur agent de nettoyage pour le travail.Toutes les huiles légères et autres substances susceptibles d'entraver le processus d'anodisation sont éliminées au cours de ce processus de nettoyage.Une attaque alcaline doit être effectuée après le nettoyage pour éliminer tout oxyde naturel restant de la surface.La meilleure option pour cela est les hydroxydes de sodium.
L'étape suivante consiste à expulser les pièces en aluminium nettoyées et gravées dans une solution d'acide nitrique pour rendre la surface lisse et la préparer pour l'anodisation.
Différentes étapes de coloration de l'aluminium anodisé
Enfin, les composants en aluminium sont plongés dans un électrolyte d'acide sulfurique pour l'anodisation.La cathode est située à l'extérieur du réservoir d'électrolyte.Les composants en aluminium qui doivent être revêtus servent d'anode.Ensuite, un courant électrique est appliqué à l'électrode (borne "+" à l'anode et borne "-" à la cathode).Maintenant, le courant électrique se déplace à travers la solution électrolytique et libère les ions d'oxyde, qui vont au substrat en aluminium pour former la couche d'oxyde intégrée sur la surface.
Couleurs sur les pièces anodisées en aluminium
Généralement, les pièces en aluminium anodisé sont colorées en utilisant les quatre méthodes suivantes : coloration par interférence, coloration par colorant, coloration électro et coloration intégrale.Examinons de plus près chacun d'eux maintenant.
Coloration électro
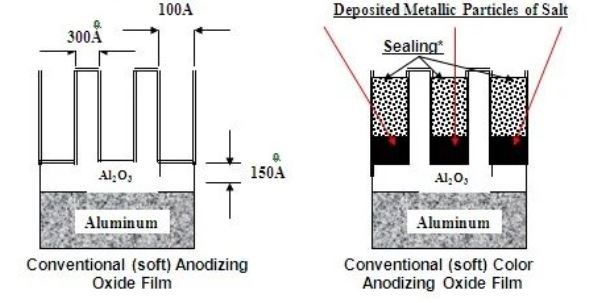
Différentes couleurs sont facilement réalisables dans la surface des pièces en aluminium anodisé avec lecoloration électrolytique.La coloration électrolytique utilise différents sels métalliques comme agent colorant, où les ions métalliques du sel utilisé se déposent dans les pores des pièces en aluminium anodisé.Par conséquent, la couleur dépend du métal utilisé dans la solution saline.
Procédé de coloration électro
Dans le cadre du processus d'électrolyse, la surface anodisée est immergée dans des solutions concentrées de sels métalliques jusqu'à ce que suffisamment de pigment soit précipité pour créer la couleur souhaitée.Ainsi, la couleur dépend du métal utilisé dans le sel, et l'intensité de la coloration dépend du temps de traitement (30 secondes à 20 minutes).
Certains sels métalliques et colorants courants utilisés dans la coloration de l'aluminium anodisé
| SN | Sel | Couleur |
| 1 | Nitrate de plomb | Jaune |
| 2 | Acétate avec bichromate de potassium | Jaune |
| 3 | Acétate avec permanganate de potassium | Rouge |
| 4 | Sulfate de cuivre avec sulfure d'ammonium. | Vert |
| 5 | Sulfate ferrique avec ferrocyanure de potassium | Bleu |
| 6 | Acétate de cobalt avec sulfure d'ammonium | Noir |
Coloration colorante
Une autre approche pour colorer la pièce en aluminium anodisé est la coloration par colorant.Ce procédé consiste simplement à plonger les composants à colorer dans le réservoir contenant la solution de teinture.L'intensité de la couleur dans cette approche dépend des différentes variables telles que la concentration de colorant, le temps de traitement et la température.
Spécifications pour la coloration des colorants :
| Matériel pour le réservoir de matrice | acier inoxydable, plastique ou fibre de verre
|
| Écart de température | 140 à 1600F |
| Configuration supplémentaire | Agitation de l'air pour éviter la contamination du réservoir de teinture |
Conseils pour une coloration parfaite
· Le nettoyage des pièces en aluminium anodisé est crucial car les acides persistants à la surface peuvent interférer avec le processus de teinture.Dans certaines situations, la présence d'acides empêche l'aluminium de se colorer.Donc, avant de commencer le bain de teinture, utilisez du bicarbonate de sodium pour désorber.
· Les étapes d'anodisation et de bain de teinture doivent être réalisées simultanément, les pièces étant placées dans la cuve de teinture dès leur sortie de la cuve d'anodisation.
· De plus, gardez tout acide ou autre contamination à l'écart du réservoir de teinture.
Coloration intégrale
Les procédés de coloration intégrale combinent deux approches différentes.Tout d'abord, les composants en aluminium sont anodisés et les composants anodisés sont colorés avec les alliages.Par conséquent, la fonction d'un alliage spécifique dans ce processus est de savoir comment la couleur est développée.En fonction de la composition des pièces en aluminium et des conditions d'utilisation, la gamme de couleurs peut aller du bronze doré au noir en passant par un bronze foncé.
Coloration d'interférence
Cette approche implique l'élargissement de la structure des pores et le dépôt du métal approprié en fonction des couleurs requises sur la surface pour obtenir la surface colorée.Comme si vous obteniez une couleur bleu-gris si vous déposiez un nickel.Fondamentalement, les couleurs d'interférence sont produites lorsque la lumière frappe des surfaces en aluminium anodisé et est réfractée, réfléchie ou absorbée.
Processus d'étanchéité
Processus de scellage
L'objectif principal du processus de scellement est d'empêcher les molécules indésirables d'être absorbées dans les pores.Parce que des lubrifiants ou d'autres molécules indésirables sont parfois retenus dans les pores, contribuant éventuellement à la corrosion de surface.Certains matériaux d'étanchéité courants sont l'acétate de nickel, le dichromate de potassium et l'eau bouillante.
1. Méthode à l'eau chaude
L'acier inoxydable ou un autre matériau inerte est généralement utilisé pour fabriquer le réservoir d'étanchéité.Les composants en aluminium colorés sont d'abord immergés dans de l'eau chaude (200 0F), où le monohydrate d'aluminium se forme à la surface, avec une augmentation correspondante de volume.En conséquence, les molécules indésirables sont éliminées du pore.
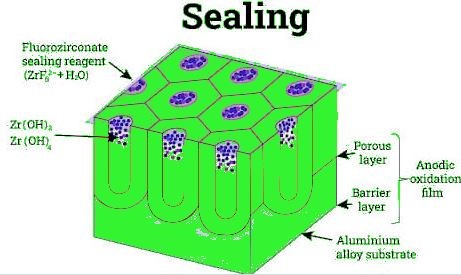
2. Méthode au fluorure de nickel
Cette procédure ramollit les composants en aluminium anodisé.Dans cette méthode, le fluorure de nickel est introduit dans l'aluminium anodisé.L'ion fluorure se dirige maintenant vers les pores, où l'ion nickel précipite à la surface et forme de l'hydroxyde de nickel en se combinant avec des molécules d'eau, bloquant finalement les pores.
3. Méthode au bichromate de potassium
Cette technique utilise une solution de bichromate de potassium (5 % p/V) pour sceller les composants en aluminium anodisé.Dans un premier temps, les composants sont immergés pendant environ 15 minutes dans une cuve contenant une solution bouillante de dichromate de potassium.Ensuite, la surface des pièces absorbe les ions chromate et le revêtement se produit lorsque ces ions s'hydratent.Bien qu'il soit moins résistant aux taches que les autres méthodes de scellement, ce revêtement offre toujours une approche simple du scellement.
Correspondance des couleurs
La couleur assortie pourrait être différente selon les différents lots;Cependant, si vous suivez le processus exact de coloration des pièces en aluminium anodisé.Pour cette raison, le processus et d'autres éléments tels que la qualité de l'aluminium utilisé, le type de finition, la concentration des matrices et la structure cristalline de la surface doivent être presque identiques d'un lot à l'autre pour obtenir la couleur correspondante.
Conclusion
Après avoir examiné l'anodisation et la coloration des pièces en aluminium, il est clair que le meilleur avantage de l'anodisation de l'aluminium est la possibilité d'implanter différentes couleurs sur la surface, ce qui non seulement améliore les propriétés mécaniques et la beauté esthétique, mais répond également à la demande du marché.De plus, la méthode d'électro-coloration est la meilleure des quatre approches de coloration car elle dépose la couleur par voie électrochimique et permet de créer une large gamme de couleurs simplement en choisissant la solution saline appropriée.
Sans aucun doute, le processus d'anodisation de l'aluminium est assez complexe car il implique une grande partie de la chimie, de la science des matériaux et de l'ingénierie de fabrication.Cependant, il n'y aura aucune confusion si vous sélectionnez notreservice d'anodisation. Notre science des matériaux et notre génie mécaniqueDes experts vous fourniront une anodisation de l'aluminium du plus haut calibre, et vous pourrez choisir la couleur qui convient le mieux à votre projet.
FAQ
Qu'est-ce que le procédé d'anodisation de l'aluminium ?
L'anodisation de l'aluminium est un processus électrochimique qui développe des couches résistantes à la corrosion et aux rayures à l'extérieur des pièces métalliques, offrant une excellente finition dans différentes couleurs.
Quelles couleurs peuvent être implantées sur la surface des pièces en aluminium anodisé ?
Il n'y a pas de réponse exacte, mais presque toutes les couleurs peuvent être appliquées à la surface avec l'approche d'anodisation.
Quelles sont les méthodes typiques de coloration des composants en aluminium anodisé ?
La coloration électro, la coloration par colorant, la coloration par interférence et la coloration intégrale sont les méthodes les plus populaires.
La couleur de la surface d'anodisation s'estompe-t-elle avec le temps ?
Non, il est très résistant.Cependant, il ne s'éteint pas dans un environnement typique tant qu'un lavage acide n'est pas appliqué sur la surface.
Heure de publication : 04 juillet 2022