Colori d'aluminiu anodizatu: Tuttu ciò chì avete bisognu di sapè
Ultima aghjurnazione: 09/02, tempu per leghje: 7 minuti

Parti d'aluminiu anodizatu cù parechji culori
Per via di a so ligerezza è di alta forza,l'aluminiu è i so diversi gradi di ligamisò spessu usati materiali di custruzzione in diverse industrii, cumprese medicale, automobilisticu è aerospaziale.Ùn importa micca quale prucessu di fabricazione hè utilizatu per fà queste parti.Finitura di a superficiahè essenziale per rinfurzà e proprietà meccaniche di queste parti è a bellezza estetica.
Perchè a larga gamma di culori pò esse rivestiti nantu à a superficia daanodizing, hè u metudu di finitura di a superficia più populari utilizatu in a fabricazione globale.I pezzi d'aluminiu sò fatti per esse durable è resistenti eccellenti à l'esposizione ambientale dura, grazia à u culore di anodizazione.Inoltre, a capacità di resistenza à l'abrasione pò esse ottenuta da u culore di anodizazione.Questu articulu hà da esse una panoramicalu prucessu di anodizing Aluminium, varii avvicinamenti colorazione, currispundenza culore, è prucessi rilativi.
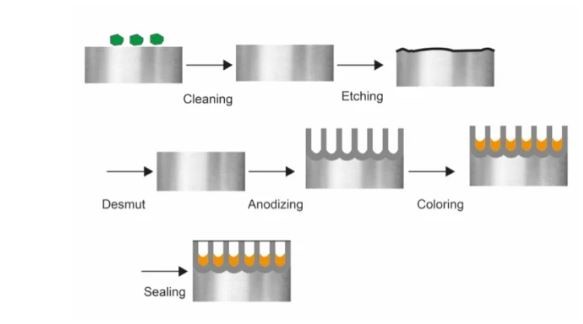
Prucessu di anodizazione di l'aluminiu
A pulizia di e parti fabricate hè u primu passu in l'anodizazione di l'aluminiu, è l'alkaline nantu à l'incisione hè u megliu agente di pulizia per u travagliu.Tutti l'olii ligeri è altre sustanzi chì puderanu ostaculà u prucessu di anodizazione sò eliminati durante stu prucessu di pulizia.L'incisione alcalina deve esse realizatu dopu a pulizia per eliminà qualsiasi ossidi naturali rimanenti da a superficia.A megliu opzione per questu hè l'idrossidi di sodiu.
U prossimu passu hè di caccià e parti d'aluminiu pulite è incisu in una suluzione d'acidu nitricu per fà a superficia liscia è preparalli per l'anodizazione.
Diverse tappe per a colorazione di l'aluminiu anodizatu
Infine, i cumpunenti di l'aluminiu sò immersi in un elettrolitu di l'acidu sulfuricu per l'anodizazione.U Cathode hè situatu fora di u tank d'elettroliti.I cumpunenti d'aluminiu chì deve esse rivestiti serve cum'è l'anodu.Allora un currente elettricu hè appiicatu à l'elettrodu ("+" terminal à l'anodu è "-" terminal à Cathode).Avà, u currente elettricu si move à traversu a suluzione elettrolitica è libera l'ioni d'ossidu, chì vanu à u sustrato d'aluminiu per furmà a capa d'ossidu integrata nantu à a superficia.
Culori nantu à parti anodizzate d'aluminiu
In generale, i pezzi d'aluminiu anodizatu sò culurati cù i seguenti quattru metudi: colorazione interferenza, colorazione di tintura, colorazione elettro, è colorazione integrale.Fighjemu un ochju più vicinu à ognunu di elli avà.
Elettroculorazione
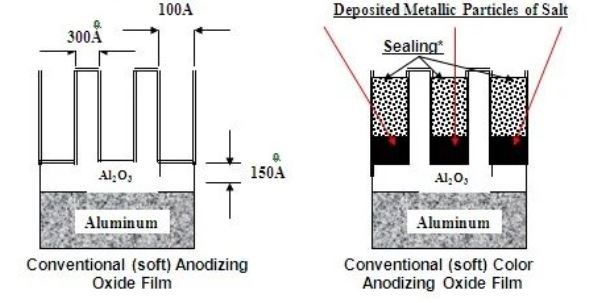
Diversi culori sò facilmente ottenibili in a superficia di parti d'aluminiu anodizatu cù ucolorazione elettrolitica.A colorazione elettrolitica usa diverse sali metalliche cum'è l'agente di coloranti, induve l'ioni metallichi di u salinu utilizatu si depositanu in i pori di parti d'aluminiu anodizatu.Per quessa, u culore dipende di u metallu utilizatu in a suluzione salina.
Prucessu elettroculorazione
Comu parte di u prucessu di l'elettrolisi, a superficia anodizzata hè immersa in suluzioni cuncentrate di sali di metalli finu à chì u pigmentu hè precipitatu per creà u culore desideratu.Allora, u culore dipende di u metale utilizatu in u salinu, è l'intensità di u culore dipende da u tempu di trattamentu (30 seconde à 20 minuti).
Certi sali di metalli cumuni è culori utilizati in a colorazione d'aluminiu anodizatu
| SN | Salitu | Culore |
| 1 | Nitratu di piombu | Ghjallu |
| 2 | Acetate cù dichromate di potasio | Ghjallu |
| 3 | Acetate cù permanganate di potasio | Rossu |
| 4 | Sulfate di cobre cù sulfuru d'ammoniu. | Verde |
| 5 | Sulfate ferru cù ferro-cyanure di potassiu | Turchinu |
| 6 | Acetate di cobalt cù sulfuru d'ammoniu | Neru |
Tintura di tintura
Un altru approcciu per culurite a parte d'aluminiu anodizatu hè a colorazione di tintura.Stu prucessu implica solu immergendu i cumpunenti per esse culurati in u tank chì cuntene a suluzione di tintura.L'intensità di u culore in questu approcciu dipende da e diverse variàbili, cum'è a cuncentrazione di tintura, u tempu di trattamentu è a temperatura.
Specificazioni per a colorazione di tintura:
| Materiale per u cisterna | acciaio inox, plastica, o fibra di vetro
|
| Gamma di temperatura | da 140 à 1600F |
| Setup supplementu | Agitazione di l'aria per prevene a contaminazione di u tank di tintura |
Cunsiglii per un culore di tintura perfetta
· A pulizia di e parti d'aluminiu anodizatu hè cruciale perchè l'acidi persistenti nantu à a superficia ponu interferiscenu cù u prucessu di morte.In certi casi, a prisenza di l'acidu impedisce à l'aluminiu di tinghje.Allora, prima di inizià u bagnu di tintura, utilizate bicarbonate di sodiu per desorbe.
· I passi di l'anodizazione è u bagnu di tintura duveranu esse cumpletati simultaneamente, cù i pezzi chì sò posti in u tank di tintura appena si sò sguassati da u tank di anodizazione.
· Inoltre, mantene ogni acidu o altra contaminazione luntanu da u tank di tintura.
Colorazione integrale
I prucessi di colorazione integrale combina dui approcci diffirenti.Prima, i cumpunenti d'aluminiu sò anodizzati, è i cumpunenti anodizzati sò culurati cù l'aliati.Dunque, a funzione di una lega specifica in questu prucessu hè cumu si sviluppa u culore.Basatu nantu à a cumpusizioni di e parti d'aluminiu è e cundizioni di u funziunamentu, a gamma di culori pò varià da un bronzu d'oru à un bronzu prufondu à u neru.
Interferenza di culore
Stu approcciu implica l'allargamentu di a struttura di i pori è a deposizione di metallu adattatu basatu nantu à i culori necessarii nantu à a superficia per ottene a superficia culurata.Cum'è avete da ottene un culore blu-grisgiu si dipositu un nichel.In fondu, i culori di interferenza sò pruduciuti quandu a luce colpisce superfici d'aluminiu anodizatu è hè rifratta, riflessa o assorbita.
Sealing-Processu
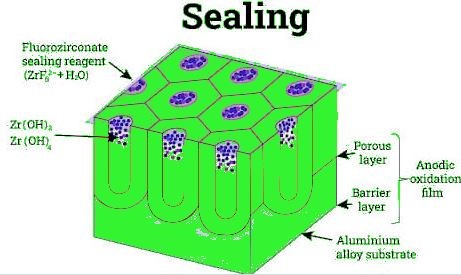
Prucessu di sigillatura
L'obiettivu principale di u prucessu di sigillatura hè di piantà e molécule indesevuli di assorbe in i pori.Perchè i lubricanti o altre molécule indesiderate sò qualchì volta ritenuti in i pori, eventualmente cuntribuiscenu à a corrosione di a superficia.Certi materiali di sigillatura cumuni sò l'acetate di nickel, dicromate di potassiu è l'acqua fogera.
1. Metudu acqua calda
L'acciaio inossidabile o un altru materiale inerte hè generalmente utilizatu per fà u tank di sigillatura.I cumpunenti d'aluminiu di culore sò prima sottumessi in acqua calda (200 0F), induve u monoidratu d'aluminiu forma nantu à a superficia, cù un aumentu di u voluminu currispundente.In u risultatu, i molécule indesevuli sò eliminati da u poru.
2. Metodu di fluoru di nichel
Questa prucedura ammorbidisce i cumpunenti d'aluminiu anodizatu.In questu metudu, u nichel fluoru hè introduttu à l'aluminiu anodizatu.L'ione di fluoru va avà à i pori, induve l'ione di nickel precipita nantu à a superficia è forma l'idrossidu di nichel cumminendu cù e molécule d'acqua, infine bluccà i pori.
3. Metudu Dichromate di potassiu
Sta tecnica usa una suluzione di dicromata di potassiu (5% w/V) per sigillà cumpunenti d'aluminiu anodizatu.Prima, i cumpunenti sò immersi per circa 15 minuti in un tank chì cuntene una suluzione bollente di dichromate di potasio.In seguitu, a superficia di e parti assorbe l'ioni di cromati, è u revestimentu si trova quandu questi ioni sò idratati.Ancu s'ellu hè menu resistente à e macchie cà l'altri metudi di sigillante, stu revestimentu offre sempre un accostu direttu à u sigillatu.
Corrispondenza di u culore
U culore currispundente puderia esse diversu sicondu i diversi batch;però, Sè vo seguitate u prucessu esattu di culurite di parti aluminium anodized.Per via di questu, u prucessu è l'altri elementi cum'è a qualità di l'aluminiu utilizatu, u tipu di finitura, a cuncentrazione di e fustelle è a struttura cristallina di a superficia deve esse quasi identica in i batch per ottene u culore currispundente.
Cunclusioni
Dopu avè rivisione l'anodizazione è a colorazione di e parti d'aluminiu, hè chjaru chì u megliu benefiziu di l'anodizazione d'aluminiu hè a capacità di impiantà diversi culori nantu à a superficia, chì ùn solu migliurà e proprietà meccaniche è bellezza estetica, ma ancu risponde à a dumanda di u mercatu.Inoltre, u metudu di l'elettro-colorazione hè u megliu di i quattru approcci di culore perchè dipositu u culore elettrochimicu è permette di creà una larga gamma di culori solu scegliendu a suluzione propria di u salinu.
Indubbiamente, u prucessu di anodizazione di l'aluminiu hè abbastanza cumplessu perchè implica una grande quantità di chimica, scienza di i materiali è fabricazione di l'ingegneria.Tuttavia, ùn ci sarà micca cunfusione se selezziunate u nostruserviziu di anodizazione. A nostra scienza di i materiali è ingegneria meccanicai sperti vi furnisceranu l'anodizazione d'aluminiu di u più altu calibre, è pudete sceglie u culore chì si adatta megliu à u vostru prughjettu.
FAQ
Chì ghjè u prucessu di anodizazione d'aluminiu?
L'anodizazione d'aluminiu hè un prucessu elettrochimicu chì sviluppa strati resistenti à a corrosione è à i graffii à l'esterno di e parti metalliche, chì offre un eccellente finitu in parechji culori.
Chì culori ponu esse implantati nantu à a superficia di parti d'aluminiu anodizatu?
Ùn ci hè micca risposta precisa, ma quasi tutti i culori ponu esse appiicati à a superficia cù l'approcciu di anodizazione.
Chì sò i metudi tipici per a culori di cumpunenti d'aluminiu anodizatu?
Electro-coloring, dye coloring, interference coloring, and coloring Integral sò i metudi più populari.
U culore nantu à a superficia di anodizazione svanisce cù u tempu?
No, hè assai durable.Tuttavia, ùn si spegne micca in un ambiente tipicu finu à chì u lavatu àcitu hè appiicatu à a superficia.
Tempu di post: Jul-04-2022