Culori din aluminiu anodizat: tot ce trebuie să știți
Ultima actualizare: 09/02, timp pentru citire: 7 minute

Piese din aluminiu anodizat cu diverse culori
Datorită ușoarei și rezistenței lor ridicate,aluminiu și diferitele sale grade de aliajesunt utilizate frecvent materiale de construcție în diverse industrii, inclusiv medical, auto și aerospațial.Nu contează ce proces de fabricație este utilizat pentru a face aceste piese.Finisarea suprafețeloreste esențial pentru a îmbunătăți proprietățile mecanice și frumusețea estetică ale acestor piese.
Deoarece gama largă de culori poate fi acoperită la suprafață prinanodizare, este cea mai populară metodă de finisare a suprafețelor folosită în producția globală.Piesele din aluminiu sunt realizate pentru a fi durabile și rezistente excelente la expunerea dură la mediu, datorită culorii de anodizare.În plus, capacitatea de a rezista la abraziune poate fi obținută prin anodizarea culorii.Acest articol va prezenta o privire de ansambluprocesul de anodizare a aluminiului, diverse abordări de colorare, potrivirea culorilor și procese conexe.
Procesul de anodizare a aluminiului
Curățarea pieselor fabricate este primul pas în anodizarea aluminiului, iar alcalinul pe gravură este cel mai bun agent de curățare pentru lucrare.Toate uleiurile ușoare și alte substanțe care ar putea împiedica procesul de anodizare sunt îndepărtate în timpul acestui proces de curățare.Gravarea alcalină trebuie efectuată după curățare pentru a elimina orice oxizi naturali rămași de pe suprafață.Cea mai bună opțiune pentru aceasta este hidroxidul de sodiu.
Următorul pas este expulzarea pieselor de aluminiu curățate și gravate într-o soluție de acid azotic pentru a face suprafața netedă și a o pregăti pentru anodizare.
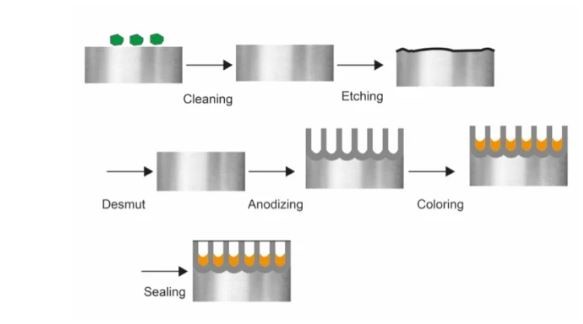
Diverse etape pentru colorarea aluminiului anodizat
În cele din urmă, componentele din aluminiu sunt scufundate într-un electrolit de acid sulfuric pentru anodizare.Catodul este situat în afara rezervorului de electrolit.Componentele din aluminiu care trebuie acoperite servesc drept anod.Apoi, un curent electric este aplicat electrodului (borna „+” la anod și borna „– ” la catod).Acum, curentul electric se deplasează prin soluția electrolitică și eliberează ionii de oxid, care merg pe substratul de aluminiu pentru a forma stratul de oxid integrat la suprafață.
Culori pe piesele din aluminiu anodizat
În general, piesele din aluminiu anodizat sunt colorate folosind următoarele patru metode: colorare prin interferență, colorare cu vopsea, electrocolorare și colorare integrală.Să aruncăm o privire mai atentă la fiecare dintre ele acum.
Electro colorare
Diverse culori sunt ușor de realizat în suprafața pieselor din aluminiu anodizat cucolorare electrolitică.Colorarea electrolitică folosește diferite săruri metalice ca agent de colorare, unde ionii metalici ai sării utilizate se depun în porii pieselor din aluminiu anodizat.Prin urmare, culoarea depinde de metalul utilizat în soluția de sare.
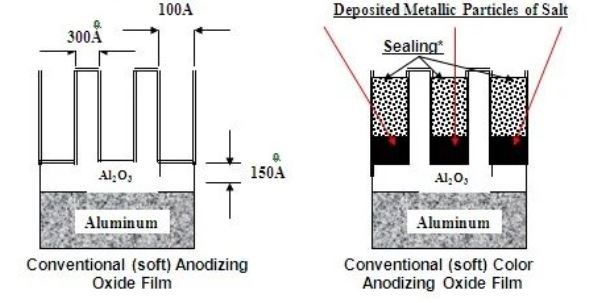
Proces de electrocolorare
Ca parte a procesului de electroliză, suprafața anodizată este scufundată în soluții concentrate de săruri metalice până când se precipită suficient pigment pentru a crea culoarea dorită.Deci, culoarea depinde de metalul folosit în sare, iar intensitatea colorării depinde de timpul de tratament (30 de secunde până la 20 de minute).
Câteva săruri metalice comune și culori utilizate în colorarea aluminiului anodizat
| SN | Sare | Culoare |
| 1 | Nitrat de plumb | Galben |
| 2 | Acetat cu dicromat de potasiu | Galben |
| 3 | Acetat cu permanganat de potasiu | roșu |
| 4 | Sulfat de cupru cu sulfură de amoniu. | Verde |
| 5 | Sulfat feric cu Ferocianura de potasiu | Albastru |
| 6 | Acetat de cobalt cu sulfură de amoniu | Negru |
Colorarea vopselei
O altă abordare pentru a colora partea din aluminiu anodizat este colorarea vopselei.Acest proces presupune pur și simplu scufundarea componentelor care urmează să fie colorate în rezervorul care conține soluția de colorant.Intensitatea culorii în această abordare depinde de diferitele variabile, cum ar fi concentrația de colorant, timpul de tratament și temperatura.
Specificații pentru colorarea vopselei:
| Material pentru rezervorul de matriță | oțel inoxidabil, plastic sau fibră de sticlă
|
| Interval de temperatură | 140 până la 1600F |
| Configurare suplimentară | Agitarea aerului pentru a preveni contaminarea rezervorului de colorant |
Sfaturi pentru o colorare perfectă a vopselei
· Curățarea pieselor din aluminiu anodizat este crucială, deoarece acizii persistenti de pe suprafață pot interfera cu procesul de vopsire.În unele situații, prezența acizilor împiedică vopsirea aluminiului.Așadar, înainte de a începe baia de colorare, folosiți bicarbonat de sodiu pentru a desorbi.
· Etapele de anodizare și de îmbăiere cu vopsea ar trebui să fie finalizate simultan, piesele fiind introduse în rezervorul vopsit imediat ce sunt scoase din rezervorul de anodizare.
· În plus, păstrați orice acid sau orice altă contaminare departe de rezervorul de colorant.
Colorare integrală
Procesele de colorare integrală combină două abordări diferite.În primul rând, componentele din aluminiu sunt anodizate, iar componentele anodizate sunt colorate cu aliajele.Prin urmare, funcția unui aliaj specific în acest proces este modul în care se dezvoltă culoarea.Pe baza compoziției pieselor din aluminiu și a condițiilor de funcționare, gama de culori poate varia de la un bronz auriu la un bronz adânc la negru.
Colorare de interferență
Această abordare implică mărirea structurii porilor și depunerea metalului adecvat pe baza culorilor necesare pe suprafață pentru a obține suprafața colorată.Ca și cum ai obține o culoare albastru-gri dacă ai depune un nichel.În mod fundamental, culorile de interferență sunt produse atunci când lumina lovește suprafețele din aluminiu anodizat și este refractată, reflectată sau absorbită.
Sigilare-Proces
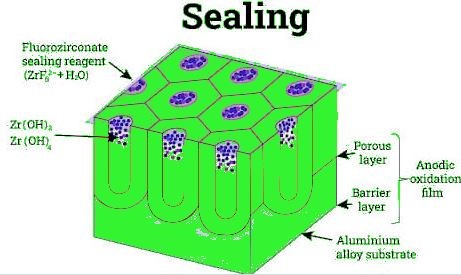
Proces de etanșare
Scopul principal al procesului de etanșare este de a opri absorbția moleculelor nedorite în pori.Deoarece lubrifianții sau alte molecule nedorite sunt uneori reținute în pori, contribuind în cele din urmă la coroziunea suprafeței.Unele materiale de etanșare comune sunt acetatul de nichel, dicromatul de potasiu și apa clocotită.
1. Metoda apei calde
Oțelul inoxidabil sau alt material inert este de obicei utilizat pentru a face rezervorul de etanșare.Componentele colorate din aluminiu sunt mai întâi scufundate în apă fierbinte (200 0F), unde se formează monohidratul de aluminiu la suprafață, împreună cu o creștere corespunzătoare a volumului.Ca rezultat, moleculele nedorite sunt eliminate din por.
2. Metoda fluorurii de nichel
Această procedură înmoaie componentele din aluminiu anodizat.În această metodă, nichelul fluor este introdus în aluminiul anodizat.Ionul de fluor merge acum în pori, unde ionul de nichel precipită la suprafață și formează hidroxid de nichel prin combinarea cu moleculele de apă, blocând în cele din urmă porii.
3. Metoda dicromatului de potasiu
Această tehnică folosește o soluție de dicromat de potasiu (5 % gr/v) pentru a etanșa componentele din aluminiu anodizat.În primul rând, componentele sunt scufundate timp de aproximativ 15 minute într-un rezervor care conține o soluție clocotită de dicromat de potasiu.Apoi, suprafața pieselor absoarbe ionii de cromat, iar acoperirea are loc atunci când acești ioni devin hidratați.În ciuda faptului că este mai puțin rezistent la pete decât alte metode de etanșare, această acoperire oferă totuși o abordare simplă a etanșării.
Potrivirea culorilor
Culoarea potrivită poate fi diferită în funcție de lot;cu toate acestea, Dacă urmați exact procesul de colorare pentru piesele din aluminiu anodizat.Din acest motiv, procesul și alte elemente precum gradul de aluminiu utilizat, tipul de finisare, concentrația matrițelor și structura cristalină a suprafeței ar trebui să fie aproape identice în loturi pentru a obține culoarea potrivită.
Concluzie
După analizarea anodizării și colorării pieselor din aluminiu, este clar că cel mai bun beneficiu al anodizării aluminiului este capacitatea de a implanta diferite culori pe suprafață, ceea ce nu numai că îmbunătățește proprietățile mecanice și frumusețea estetică, ci și satisface cererea pieței.În plus, metoda electro-colorării este cea mai bună dintre cele patru abordări ale colorării, deoarece depune culoarea electrochimic și permite crearea unei game largi de culori pur și simplu prin alegerea soluției de sare adecvate.
Fără îndoială, procesul de anodizare a aluminiului este destul de complex, deoarece implică o mare cantitate de chimie, știință a materialelor și producție de inginerie.Cu toate acestea, nu va exista nicio confuzie dacă selectați noastreserviciu de anodizare. Știința materialelor și ingineriei noastre mecaniceexperții îți vor oferi anodizare din aluminiu de cel mai înalt calibru și poți alege culoarea care se potrivește cel mai bine proiectului tău.
Întrebări frecvente
Ce este procesul de anodizare a aluminiului?
Anodizarea aluminiului este un proces electrochimic care dezvoltă straturi rezistente la coroziune și zgârieturi pe exteriorul pieselor metalice, oferind un finisaj excelent în diferite culori.
Ce culori pot fi implantate pe suprafața pieselor din aluminiu anodizat?
Nu există un răspuns exact, dar aproape toate culorile pot fi aplicate pe suprafață prin metoda anodizării.
Care sunt metodele tipice de colorare a componentelor din aluminiu anodizat?
Electrocolorarea, colorarea cu vopsea, colorarea prin interferență și colorarea integrală sunt cele mai populare metode.
Culoarea de pe suprafața de anodizare se estompează în timp?
Nu, este foarte rezistent.Cu toate acestea, nu se stinge într-un mediu obișnuit până când spălarea acidă nu este aplicată pe suprafață.
Ora postării: Iul-04-2022