Боје од анодизираног алуминијума: све што треба да знате
Последње ажурирање:09/02, време за читање: 7 минута

Делови од анодизираног алуминијума у разним бојама
Због своје мале тежине и велике чврстоће,алуминијум и његове различите врсте легурасе често користе грађевински материјали у различитим индустријама, укључујући медицинску, аутомобилску и ваздухопловну.Није битно који се производни процес користи за израду ових делова.Површинска обрадаје од суштинског значаја за побољшање механичких својстава и естетске лепоте ових делова.
Пошто широк спектар боја може бити премазан на површинианодизирање, то је најпопуларнија метода завршне обраде површина која се користи у глобалној производњи.Алуминијумски делови су направљени да буду издржљиви и одлични отпорни на оштру изложеност околини, захваљујући елоксираној боји.Поред тога, способност отпорности на абразију може се постићи анодизацијом боје.Овај чланак ће дати прегледпроцес анодизације алуминијума, различити приступи бојењу, усклађивање боја и сродни процеси.
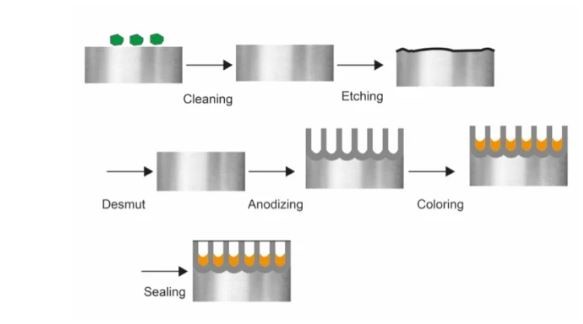
Процес анодизације алуминијума
Чишћење произведених делова је први корак у анодизацији алуминијума, а алкално гравирање је најбоље средство за чишћење за тај посао.Сва лака уља и друге супстанце које могу ометати процес елоксирања уклањају се током овог процеса чишћења.Алкално нагризање треба извршити након чишћења како би се елиминисали сви преостали природни оксиди са површине.Најбоља опција за то су натријум хидроксиди.
Следећи корак је избацивање очишћених и угравираних алуминијумских делова у раствор азотне киселине да би се површина учинила глатком и припремила за елоксирање.
Различите фазе за бојење елоксираног алуминијума
Коначно, алуминијумске компоненте су потопљене у електролит сумпорне киселине за анодизацију.Катода се налази изван резервоара за електролит.Алуминијумске компоненте које треба премазати служе као анода.Затим се електрична струја примењује на електроду ("+" терминал на аноду и "-" терминал на катоду).Сада се електрична струја креће кроз електролитички раствор и ослобађа оксидне јоне, који иду до алуминијумске подлоге да формирају интегрисани оксидни слој на површини.
Боје на алуминијумским анодизованим деловима
Генерално, делови од елоксираног алуминијума се боје коришћењем следеће четири методе: интерферентно бојење, бојење бојом, електро бојење и интегрално бојење.Хајде да сада ближе погледамо сваки од њих.
Електро бојење
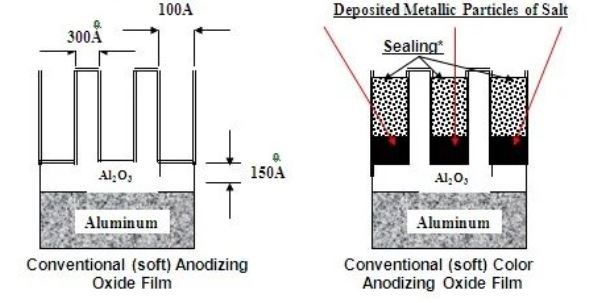
Различите боје су лако достижне на површини делова од елоксираног алуминијума саелектролитичко обојење.Електролитичко бојење користи различите металне соли као средство за бојење, где се метални јони коришћене соли таложе у поре делова елоксираног алуминијума.Дакле, боја зависи од метала који се користи у раствору соли.
Процес електро бојења
Као део процеса електролизе, анодизована површина је потопљена у концентроване растворе соли метала док се не исталожи довољно пигмента да се створи жељена боја.Дакле, боја зависи од метала који се користи у соли, а интензитет бојења зависи од времена третмана (30 секунди до 20 минута).
Неке уобичајене металне соли и боје које се користе у бојама од анодизираног алуминијума
| SN | Со | Боја |
| 1 | Оловни нитрат | Жута |
| 2 | Ацетат са калијум дихроматом | Жута |
| 3 | Ацетат са калијум перманганатом | Црвени |
| 4 | Бакар сулфат са амонијум сулфидом. | Зелен |
| 5 | Гвожђе сулфат са калијум фероцијанидом | Плави |
| 6 | Кобалт ацетат са амонијум сулфидом | Црн |
Бојење боје
Други приступ бојању елоксираног алуминијумског дела је бојење бојом.Овај процес укључује једноставно потапање компоненти које треба да буду обојене у резервоар који садржи раствор боје.Интензитет боје у овом приступу зависи од различитих варијабли као што су концентрација боје, време третмана и температура.
Спецификације за бојење боје:
| Материјал за резервоар за матрице | нерђајући челик, пластика или фиберглас
|
| Распон температуре | 140 до 1600F |
| Додатно подешавање | Мешање ваздуха ради спречавања контаминације резервоара за боју |
Савети за савршено фарбање
· Чишћење делова од анодизираног алуминијума је кључно јер киселине које се задржавају на површини могу ометати процес одмирања.У неким ситуацијама, присуство киселина спречава бојење алуминијума.Дакле, пре него што почнете са купком за бојење, користите натријум бикарбонат за десорбовање.
· Кораци анодизације и купања у боји треба да се заврше истовремено, при чему се делови стављају у обојени резервоар чим се изваде из резервоара за елоксирање.
· Поред тога, држите киселину или другу контаминацију даље од резервоара за боју.
Интегрално бојење
Интегрални процеси бојења комбинују два различита приступа.Прво, алуминијумске компоненте су елоксиране, а елоксиране компоненте су обојене легурама.Дакле, функција специфичне легуре у овом процесу је начин на који се развија боја.На основу састава алуминијумских делова и услова рада, распон боја може да се креће од златне бронзе преко дубоке бронзе до црне.
Интерферентно бојење
Овај приступ подразумева повећање структуре пора и таложење одговарајућег метала на основу потребних боја на површини да би се добила обојена површина.Као да бисте добили плаво-сиву боју ако бисте положили никла.У основи, интерферентне боје настају када светлост удари на анодизоване алуминијумске површине и прелама се, рефлектује или апсорбује.
Процес заптивања
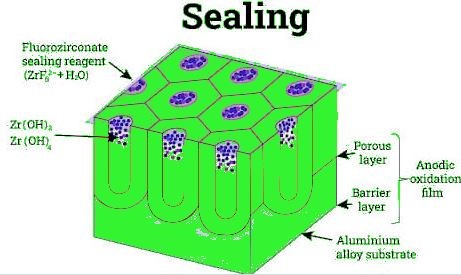
Процес заптивања
Главни циљ процеса заптивања је да спречи упијање нежељених молекула у поре.Зато што се мазива или други непожељни молекули понекад задржавају у порама, што на крају доприноси површинској корозији.Неки уобичајени материјали за заптивање су никл ацетат, калијум дихромат и кипућа вода.
1. Метода топле воде
За израду резервоара за заптивање обично се користи нерђајући челик или други инертни материјал.Обојене алуминијумске компоненте се прво потапају у топлу воду (200 0Ф), где се на површини формира алуминијум монохидрат, заједно са одговарајућим повећањем запремине.Као резултат, непожељни молекули се елиминишу из пора.
2. Метода никл флуорида
Овај поступак омекшава компоненте од анодизираног алуминијума.У овој методи, флуорид никл се уводи у анодизовани алуминијум.Флуоридни јон сада иде у поре, где се јон никла таложи на површини и формира никл хидроксид комбиновањем са молекулима воде, на крају блокирајући поре.
3. Метода калијум дихромата
Ова техника користи раствор калијум дихромата (5 % в/В) за заптивање компоненти елоксираног алуминијума.Прво, компоненте се потапају око 15 минута у резервоар који садржи кључајући раствор калијум дихромата.Затим, површина делова апсорбује хроматне јоне, а премазивање настаје када ови јони постану хидрирани.Упркос томе што је мање отпоран на мрље од других метода заптивања, овај премаз и даље нуди једноставан приступ заптивачу.
Подударање боја
Одговарајућа боја може бити различита у зависности од различитих серија;међутим, ако пратите тачан процес бојења делова од елоксираног алуминијума.Због тога, процес и други елементи као што су класа алуминијума који се користи, тип завршне обраде, концентрација калупа и кристална структура површине треба да буду скоро идентични у свим серијама да би се добила одговарајућа боја.
Закључак
Након прегледа елоксирања и бојења алуминијумских делова, јасно је да је најбоља предност елоксирања алуминијума могућност имплантирања различитих боја на површину, што не само да побољшава механичка својства и естетску лепоту, већ и задовољава потражњу тржишта.Штавише, метода електро-бојења је најбољи од четири приступа бојењу јер електрохемијски таложи боју и омогућава стварање широког спектра боја једноставним одабиром одговарајућег раствора соли.
Без сумње, процес анодизације алуминијума је прилично сложен јер укључује велики део хемије, науке о материјалима и инжењерске производње.Међутим, неће бити забуне ако изаберете нашеуслуга анодизације. Наша материјална наука и машинствоСтручњаци ће вам обезбедити елоксирање алуминијума највишег калибра, а ви можете изабрати боју која најбоље одговара вашем пројекту.
ФАК'с
Шта је процес анодизације алуминијума?
Елоксирање алуминијума је електрохемијски процес који развија слојеве отпорне на корозију и огреботине на спољашњости металних делова, нудећи одличну завршну обраду у различитим бојама.
Које боје се могу уградити на површину делова од анодизованог алуминијума?
Не постоји тачан одговор, али скоро све боје се могу нанети на површину елоксирајућим приступом.
Које су типичне методе за бојење компоненти од анодизираног алуминијума?
Електро фарбање, бојење бојом, интерферентно бојење и Интегрално бојење су најпопуларније методе.
Да ли боја на елоксираној површини бледи током времена?
Не, веома је издржљив.Међутим, не искључује се у типичном окружењу све док се на површину не примени кисело прање.
Време поста: Јул-04-2022