Anodlangan alyuminiy ranglari: bilishingiz kerak bo'lgan hamma narsa
Oxirgi yangilanish: 09/02, o'qish vaqti: 7 daqiqa

Turli xil rangdagi anodlangan alyuminiy qismlar
Yengilligi va yuqori quvvati tufayli,alyuminiy va uning turli xil qotishmalariturli sohalarda, jumladan, tibbiyot, avtomobilsozlik va aerokosmik sohalarda tez-tez ishlatiladigan qurilish materiallari.Ushbu qismlarni tayyorlash uchun qaysi ishlab chiqarish jarayoni qo'llanilishi muhim emas.Yuzaki pardozlashBu qismlarning mexanik xususiyatlarini va estetik go'zalligini oshirish uchun juda muhimdir.
Chunki ranglarning keng assortimenti sirtda qoplanishi mumkinanodlash, bu global ishlab chiqarishda ishlatiladigan eng mashhur sirtni tugatish usuli.Alyuminiy qismlar bardoshli va anodlash rangi tufayli qattiq atrof-muhit ta'siriga mukammal qarshilik ko'rsatadi.Bundan tashqari, aşınmaya qarshi turish qobiliyatiga rangni anodlash orqali erishish mumkin.Ushbu maqola umumiy ko'rib chiqiladiAlyuminiyni anodlash jarayoni, turli rang berish usullari, ranglarni moslashtirish va tegishli jarayonlar.
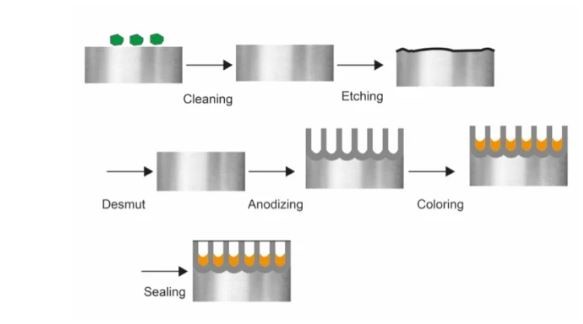
Alyuminiyni anodlash jarayoni
Ishlab chiqarilgan qismlarni tozalash alyuminiyni anodlashda birinchi qadamdir va o'yma ishqorli ish uchun eng yaxshi tozalash vositasidir.Ushbu tozalash jarayonida anodlash jarayoniga xalaqit beradigan barcha engil yog'lar va boshqa moddalar chiqariladi.Qolgan tabiiy oksidlarni yuzadan yo'q qilish uchun tozalashdan keyin gidroksidi bilan ishlov berish kerak.Buning uchun eng yaxshi variant natriy gidroksiddir.
Keyingi qadam sirtni silliq qilish va uni anodlash uchun tayyorlash uchun tozalangan va o'yilgan alyuminiy qismlarni nitrat kislota eritmasiga chiqarishdir.
Alyuminiy anodlangan rang berish uchun turli bosqichlar
Nihoyat, alyuminiy komponentlari anodlash uchun sulfat kislota elektrolitiga botiriladi.Katod elektrolitlar idishidan tashqarida joylashgan.Qoplanishi kerak bo'lgan alyuminiy komponentlar anod bo'lib xizmat qiladi.Keyin elektrodga elektr toki qo'llaniladi (“+” terminali anodga va ” – ” terminali katodga).Endi elektr toki elektrolitik eritma bo'ylab harakatlanadi va oksid ionlarini chiqaradi, ular alyuminiy substratga borib, sirtda birlashtirilgan oksid qatlamini hosil qiladi.
Alyuminiy anodlangan qismlardagi ranglar
Odatda, anodlangan alyuminiy qismlar quyidagi to'rtta usul yordamida ranglanadi: interferentsiyali rang berish, bo'yoq bo'yash, elektro rang berish va integral rang berish.Endi ularning har birini batafsil ko'rib chiqaylik.
Elektro rang berish
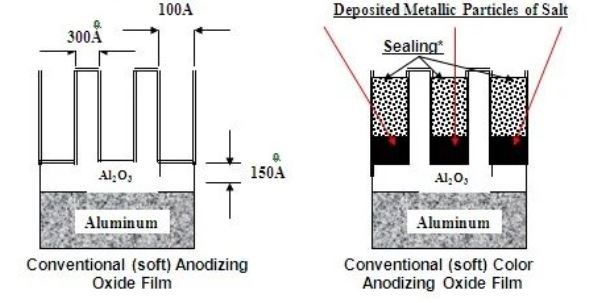
Anodlangan alyuminiy qismlar yuzasida turli xil ranglarga osongina erishish mumkinelektrolitik rang berish.Elektrolitik rang berishda rang beruvchi vosita sifatida turli xil metall tuzlari qo'llaniladi, bu erda ishlatilgan tuzning metall ionlari anodlangan alyuminiy qismlarning teshiklariga joylashadi.Shuning uchun rang tuz eritmasida ishlatiladigan metallga bog'liq.
Elektro rang berish jarayoni
Elektroliz jarayonining bir qismi sifatida anodlangan sirt kerakli rangni yaratish uchun etarli pigment cho'ktirilgunga qadar metall tuzlarining konsentrlangan eritmalariga botiriladi.Shunday qilib, rang tuzda ishlatiladigan metallga bog'liq va rang berishning intensivligi davolash vaqtiga bog'liq (30 soniyadan 20 minutgacha).
Anodlangan alyuminiy rang berishda ishlatiladigan ba'zi oddiy metall tuzlari va ranglari
| SN | tuz | Rang |
| 1 | Qo'rg'oshin nitrati | Sariq |
| 2 | Kaliy bixromat bilan asetat | Sariq |
| 3 | Kaliy permanganat bilan asetat | Qizil |
| 4 | Ammoniy sulfidi bilan mis sulfat. | Yashil |
| 5 | Kaliy Ferro-siyanid bilan temir sulfat | Moviy |
| 6 | Ammoniy sulfid bilan kobalt asetat | Qora |
Bo'yoqni bo'yash
Anodlangan alyuminiy qismini rang berishning yana bir yondashuvi bo'yoqni bo'yashdir.Bu jarayon rang berish uchun komponentlarni bo'yoq eritmasi bo'lgan idishga oddiygina botirishni o'z ichiga oladi.Ushbu yondashuvda rangning intensivligi bo'yoq konsentratsiyasi, ishlov berish vaqti va harorat kabi turli xil o'zgaruvchilarga bog'liq.
Bo'yoqni bo'yash uchun texnik xususiyatlar:
| Tank uchun material | zanglamaydigan po'lat, plastmassa yoki shisha tolali
|
| Harorat oralig'i | 140 dan 160 gacha0F |
| Qo'shimcha sozlash | Bo'yoq idishining ifloslanishini oldini olish uchun havo aralashtirish |
Bo'yoqni mukammal bo'yash uchun maslahatlar
· Anodlangan alyuminiy qismlarni tozalash juda muhim, chunki sirtda qoladigan kislotalar o'lish jarayoniga xalaqit berishi mumkin.Ba'zi hollarda kislotalarning mavjudligi alyuminiyning bo'yashini oldini oladi.Shunday qilib, bo'yoq hammomini boshlashdan oldin, desorbsiya qilish uchun natriy bikarbonatdan foydalaning.
· Anodlash va bo'yoq bilan cho'milish bosqichlari bir vaqtning o'zida bajarilishi kerak, bunda qismlar anodizatsiya tankidan chiqarilishi bilanoq bo'yalgan idishga joylashtiriladi.
· Bundan tashqari, har qanday kislota yoki boshqa ifloslanishni bo'yoq idishidan uzoqroq tuting.
Integral rang berish
Integral rang berish jarayonlari ikki xil yondashuvni birlashtiradi.Birinchidan, alyuminiy komponentlar anodlanadi va anodlangan komponentlar qotishmalar bilan ranglanadi.Shuning uchun, bu jarayonda o'ziga xos qotishmaning vazifasi rangning qanday rivojlanganligidir.Alyuminiy qismlarning tarkibi va ish sharoitlariga qarab, rang oralig'i oltin bronzadan chuqur bronzadan qora ranggacha bo'lishi mumkin.
Interferentsiyali rang berish
Ushbu yondashuv gözeneklerin tuzilishini kengaytirishni va rangli sirtni olish uchun sirtdagi kerakli ranglarga asoslangan mos metallni cho'ktirishni o'z ichiga oladi.Agar siz nikel qo'ysangiz, ko'k-kulrang rangga ega bo'lishingiz kabi.Asosan, interferentsiya ranglari yorug'lik anodlangan alyuminiy yuzalarga tushganda va singan, aks etgan yoki so'rilganida hosil bo'ladi.
Muhrlash jarayoni
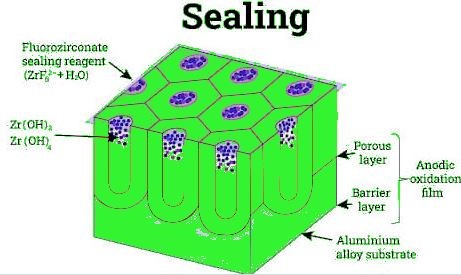
Muhrlash jarayoni
Muhrlash jarayonining asosiy maqsadi kiruvchi molekulalarning teshiklarga singib ketishini to'xtatishdir.Chunki moylash materiallari yoki boshqa kiruvchi molekulalar ba'zan teshiklarda saqlanib qoladi va natijada sirt korroziyasiga hissa qo'shadi.Ba'zi bir keng tarqalgan muhrlash materiallari nikel asetat, kaliy dikromat va qaynoq suvdir.
1. Issiq suv usuli
Muhrlash tankini tayyorlash uchun odatda zanglamaydigan po'latdan yoki boshqa inert materialdan foydalaniladi.Rangli alyuminiy komponentlar birinchi navbatda issiq suvga (200 0F) botiriladi, bu erda alyuminiy monohidrat yuzasida hosil bo'ladi va shunga mos ravishda hajm oshadi.Natijada, kiruvchi molekulalar teshikdan chiqariladi.
2. Nikel ftorid usuli
Ushbu protsedura anodlangan alyuminiy komponentlarini yumshatadi.Ushbu usulda anodlangan alyuminiyga ftorid nikel kiritiladi.Ftorid ioni endi teshiklarga boradi, u erda nikel ioni sirtda cho'kadi va suv molekulalari bilan birlashib, nikel gidroksidini hosil qiladi va natijada teshiklarni to'sib qo'yadi.
3. Kaliy dikromat usuli
Ushbu usul anodlangan alyuminiy komponentlarini yopish uchun kaliy dixromat (5% w/V) eritmasidan foydalanadi.Birinchidan, komponentlar kaliy dikromatning qaynab turgan eritmasi bo'lgan tankga taxminan 15 daqiqa davomida botiriladi.Keyinchalik, qismlarning yuzasi xromat ionlarini o'zlashtiradi va qoplama bu ionlar gidratlanganda sodir bo'ladi.Boshqa plomba usullariga qaraganda kamroq bo'yoqqa chidamli bo'lishiga qaramay, bu qoplama hali ham muhrlanishga to'g'ridan-to'g'ri yondashuvni taklif qiladi.
Rangni moslashtirish
Mos keladigan rang turli partiyalarga ko'ra farq qilishi mumkin;ammo, Agar siz anodlangan alyuminiy qismlar uchun rang berishning aniq jarayoniga rioya qilsangiz.Shu sababli, jarayon va ishlatiladigan alyuminiyning darajasi, qoplama turi, qoliplarning kontsentratsiyasi va sirtning kristalli tuzilishi kabi boshqa elementlar mos rangni olish uchun partiyalar bo'ylab deyarli bir xil bo'lishi kerak.
Xulosa
Alyuminiy qismlarni anodlash va rang berishni ko'rib chiqqandan so'ng, alyuminiy anodlashning eng yaxshi foydasi sirtga turli xil ranglarni implantatsiya qilish qobiliyatidir, bu nafaqat mexanik xususiyatlar va estetik go'zallikni oshiradi, balki bozor talabiga javob beradi.Bundan tashqari, elektro-bo'yoq usuli rang berishning to'rtta yondashuvidan eng yaxshisidir, chunki u rangni elektrokimyoviy tarzda to'playdi va shunchaki to'g'ri tuz eritmasini tanlash orqali ranglarning keng doirasini yaratishga imkon beradi.
Shubhasiz, alyuminiyni anodlash jarayoni juda murakkab, chunki u juda ko'p kimyo, materialshunoslik va muhandislik ishlab chiqarishni o'z ichiga oladi.Biroq, bizni tanlasangiz, hech qanday chalkashlik bo'lmaydianodizatsiya xizmati. Bizning materialshunoslik va mashinasozlikmutaxassislar sizni eng yuqori kalibrli alyuminiy anodizatsiya bilan ta'minlaydi va siz loyihangizga eng mos keladigan rangni tanlashingiz mumkin.
Tez-tez so'raladigan savollar
Alyuminiyni anodlash jarayoni nima?
Alyuminiyni anodlash - bu elektrokimyoviy jarayon bo'lib, metall qismlarning tashqi qismida korroziyaga va tirnalishga chidamli qatlamlarni ishlab chiqaradi va turli xil ranglarda mukammal qoplamani ta'minlaydi.
Anodlangan alyuminiy qismlar yuzasiga qaysi ranglarni implantatsiya qilish mumkin?
Aniq javob yo'q, ammo anodizatsiya usuli bilan deyarli barcha ranglar yuzaga qo'llanilishi mumkin.
Anodlangan alyuminiy komponentlarini bo'yashning odatiy usullari qanday?
Elektro rang berish, bo'yoqlarni bo'yash, interferentsiyani bo'yash va Integral rang berish eng mashhur usullardir.
Vaqt o'tishi bilan anodlash yuzasidagi rang yo'qoladimi?
Yo'q, bu juda bardoshli.Biroq, sirtga kislotali yuvish qo'llanilmaguncha, u odatdagi muhitda o'chmaydi.
Yuborilgan vaqt: 2022 yil 04 iyul