Цветове от анодизиран алуминий: всичко, което трябва да знаете
Последна актуализация: 09/02, време за четене: 7 минути

Анодизирани алуминиеви части с различни цветове
Благодарение на тяхната лека и висока якост,алуминий и неговите различни степени на сплависа често използвани строителни материали в различни индустрии, включително медицинска, автомобилна и космическа.Няма значение кой производствен процес се използва за направата на тези части.Повърхностна обработкае от съществено значение за подобряване на механичните свойства и естетическата красота на тези части.
Тъй като широката гама от цветове може да бъде покрита върху повърхността чрезанодиране, това е най-популярният метод за обработка на повърхности, използван в световното производство.Алуминиевите части са направени да бъдат издръжливи и отлично устойчиви на сурово излагане на околната среда, благодарение на анодизиращия цвят.Освен това способността за устойчивост на абразия може да бъде постигната чрез анодизиране на цвета.Тази статия ще прегледапроцес на анодиране на алуминий, различни подходи за оцветяване, съвпадение на цветовете и свързани процеси.
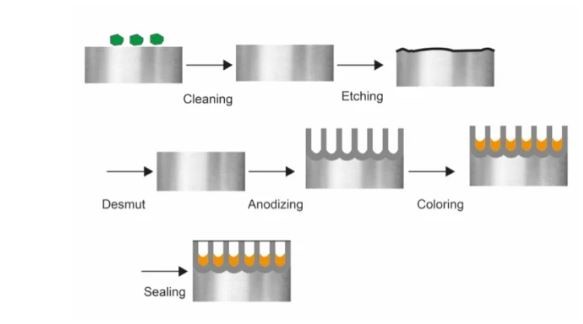
Процес на анодиране на алуминий
Почистването на произведените части е първата стъпка в анодизирането на алуминий, а алкалният върху гравирането е най-добрият почистващ препарат за работата.Всички леки масла и други вещества, които биха могли да попречат на процеса на анодизиране, се отстраняват по време на този процес на почистване.След почистване трябва да се извърши алкално ецване, за да се елиминират всички останали естествени оксиди от повърхността.Най-добрият вариант за него са натриевите хидроксиди.
Следващата стъпка е да изгоните почистените и гравирани алуминиеви части в разтвор на азотна киселина, за да направите повърхността гладка и да я подготвите за анодиране.
Различни етапи за оцветяване на анодизиран алуминий
Накрая алуминиевите компоненти се потапят в електролит от сярна киселина за анодизиране.Катодът се намира извън резервоара за електролит.Алуминиевите компоненти, които трябва да бъдат покрити, служат като анод.След това към електрода се прилага електрически ток (клема „+“ към анода и клема „–“ към катода).Сега електрическият ток преминава през електролитния разтвор и освобождава оксидните йони, които отиват към алуминиевата основа, за да образуват интегрирания оксиден слой на повърхността.
Цветове върху алуминиеви анодизирани части
Като цяло анодизираните алуминиеви части се оцветяват по следните четири метода: интерферентно оцветяване, оцветяване с багрило, електрооцветяване и интегрално оцветяване.Нека сега разгледаме по-подробно всеки от тях.
Електро оцветяване
Различни цветове са лесно постижими в повърхността на анодизираните алуминиеви части селектролитно оцветяване.Електролитното оцветяване използва различни метални соли като оцветител, където металните йони на използваната сол се отлагат в порите на анодизирани алуминиеви части.Следователно цветът зависи от метала, използван в солевия разтвор.
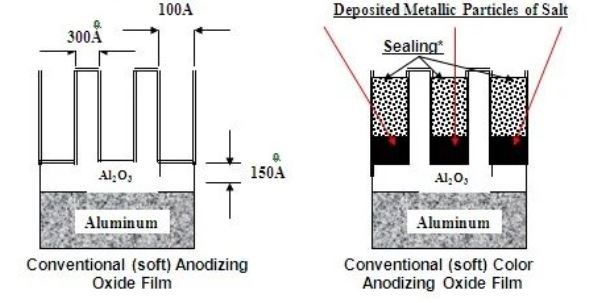
Процес на електро оцветяване
Като част от процеса на електролиза, анодизираната повърхност се потапя в концентрирани разтвори на метални соли, докато се утаи достатъчно пигмент за създаване на желания цвят.И така, цветът зависи от метала, използван в солта, а интензитетът на оцветяването зависи от времето на третиране (30 секунди до 20 минути).
Някои обикновени метални соли и оцветители, използвани в оцветяването на анодизиран алуминий
| SN | Сол | Цвят |
| 1 | Оловен нитрат | Жълто |
| 2 | Ацетат с калиев дихромат | Жълто |
| 3 | Ацетат с калиев перманганат | червен |
| 4 | Меден сулфат с амониев сулфид. | Зелено |
| 5 | Железен сулфат с калиев фероцианид | Син |
| 6 | Кобалтов ацетат с амониев сулфид | черен |
Оцветяване на боя
Друг подход за оцветяване на анодизираната алуминиева част е оцветяването с багрило.Този процес включва просто потапяне на компонентите за оцветяване в резервоара, съдържащ разтвора на багрилото.Интензитетът на цвета при този подход зависи от различните променливи като концентрацията на багрилото, времето за обработка и температурата.
Спецификации за оцветяване на багрила:
| Материал за резервоар за матрица | неръждаема стомана, пластмаса или фибростъкло
|
| Температурен диапазон | 140 до 1600F |
| Допълнителна настройка | Въздушно разбъркване за предотвратяване на замърсяването на резервоара за багрило |
Съвети за перфектно оцветяване с багрила
· Почистването на части от анодизиран алуминий е от решаващо значение, тъй като киселините, които се задържат на повърхността, могат да попречат на процеса на боядисване.В някои ситуации наличието на киселини предотвратява оцветяването на алуминия.Така че, преди да започнете багрилната баня, използвайте натриев бикарбонат за десорбиране.
· Стъпките на анодизиране и измиване на багрилото трябва да бъдат завършени едновременно, като частите се поставят в резервоара за боядисване веднага след като бъдат извадени от резервоара за анодиране.
· Освен това дръжте киселината или друго замърсяване далеч от резервоара за боя.
Интегрално оцветяване
Интегралните процеси на оцветяване съчетават два различни подхода.Първо, алуминиевите компоненти се анодизират, а анодизираните компоненти се оцветяват със сплавите.Следователно функцията на конкретна сплав в този процес е как се развива цветът.Въз основа на състава на алуминиевите части и условията на работа, цветовата гама може да варира от златист бронз през наситен бронз до черно.
Интерферентно оцветяване
Този подход включва разширяване на структурата на порите и отлагане на подходящ метал въз основа на необходимите цветове върху повърхността, за да се получи цветната повърхност.Както бихте получили синьо-сив цвят, ако сте депозирали никел.По същество интерферентните цветове се получават, когато светлината попадне върху анодизирани алуминиеви повърхности и се пречупи, отрази или погълне.
Процес на запечатване
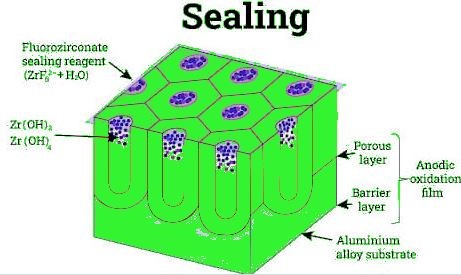
Процес на запечатване
Основната цел на процеса на запечатване е да спре абсорбирането на нежелани молекули в порите.Тъй като лубриканти или други нежелани молекули понякога се задържат в порите, като в крайна сметка допринасят за повърхностна корозия.Някои често срещани уплътнителни материали са никелов ацетат, калиев дихромат и вряща вода.
1. Метод с гореща вода
За направата на резервоара за запечатване обикновено се използва неръждаема стомана или друг инертен материал.Цветните алуминиеви компоненти първо се потапят в гореща вода (200 0F), където алуминиевият монохидрат се образува на повърхността, заедно със съответното увеличаване на обема.В резултат на това нежеланите молекули се елиминират от порите.
2. Метод с никелов флуорид
Тази процедура омекотява компонентите от анодизиран алуминий.При този метод флуоридният никел се въвежда в анодизиран алуминий.Флуоридният йон сега отива в порите, където никеловият йон се утаява на повърхността и образува никелов хидроксид чрез комбиниране с водни молекули, като в крайна сметка блокира порите.
3. Метод с калиев дихромат
Тази техника използва разтвор на калиев дихромат (5 % w/V) за запечатване на компоненти от анодизиран алуминий.Първо, компонентите се потапят за около 15 минути в резервоар, съдържащ врящ разтвор на калиев дихромат.След това повърхността на частите абсорбира хроматните йони и покритието се получава, когато тези йони се хидратират.Въпреки че е по-малко устойчиво на петна в сравнение с други методи за уплътняване, това покритие все още предлага лесен подход за запечатване.
Съвпадение на цветовете
Съвпадащият цвят може да бъде различен според различните партиди;Въпреки това, ако следвате точния процес на оцветяване на части от анодизиран алуминий.Поради това процесът и други елементи като класа на използвания алуминий, вида на покритието, концентрацията на матриците и кристалната структура на повърхността трябва да бъдат почти идентични в партидите, за да се получи съвпадащият цвят.
Заключение
След преглед на анодирането и оцветяването на алуминиевите части става ясно, че най-доброто предимство на анодирането на алуминий е възможността за имплантиране на различни цветове върху повърхността, което не само подобрява механичните свойства и естетическата красота, но също така отговаря на пазарното търсене.Освен това методът на електрооцветяване е най-добрият от четирите подхода за оцветяване, тъй като отлага цвета по електрохимичен път и позволява създаването на широка гама от цветове просто чрез избор на правилния солен разтвор.
Несъмнено процесът на анодиране на алуминий е доста сложен, защото включва много химия, наука за материалите и инженерно производство.Въпреки това, няма да има объркване, ако изберете нашияуслуга за анодиране. Нашето материалознание и машинно инженерствоекспертите ще ви осигурят анодиране на алуминий от най-висок калибър, а вие можете да изберете цвета, който най-добре отговаря на вашия проект.
ЧЗВ
Какво представлява процесът на анодиране на алуминий?
Анодирането на алуминий е електрохимичен процес, който създава устойчиви на корозия и надраскване слоеве върху външната страна на металните части, предлагащи отлично покритие в различни цветове.
Кои цветове могат да бъдат имплантирани върху повърхността на анодизираните алуминиеви части?
Няма точен отговор, но почти всички цветове могат да бъдат нанесени върху повърхността с анодизиращия подход.
Какви са типичните методи за оцветяване на компоненти от анодизиран алуминий?
Електро оцветяване, оцветяване с багрило, интерферентно оцветяване и интегрално оцветяване са най-популярните методи.
Цветът на анодизираната повърхност избледнява ли с времето?
Не, много е издръжлив.Въпреки това, той не се изключва в типична среда, докато върху повърхността не се приложи киселинно измиване.
Време на публикуване: 04 юли 2022 г