Кольори з анодованого алюмінію: все, що вам потрібно знати
Останнє оновлення: 09/02, час читання: 7 хвилин

Анодовані алюмінієві деталі різних кольорів
Завдяки своїй легкості та високій міцності,алюміній і різні його сплавиє часто використовуваними будівельними матеріалами в різних галузях промисловості, включаючи медичну, автомобільну та аерокосмічну.Немає значення, який виробничий процес використовується для виготовлення цих деталей.Оздоблення поверхнінеобхідний для покращення механічних властивостей та естетичної краси цих частин.
Оскільки на поверхню можна наносити широкий спектр кольоріванодування, це найпопулярніший метод обробки поверхні, який використовується у світовому виробництві.Алюмінієві деталі виготовлені таким чином, щоб бути міцними та чудово стійкими до агресивного впливу навколишнього середовища завдяки кольору анодування.Крім того, здатність протистояти стиранню може бути досягнута за допомогою анодування кольору.У цій статті буде оглядпроцес анодування алюмінію, різні підходи до фарбування, підбір кольорів та пов’язані процеси.
Процес анодування алюмінію
Очищення виготовлених деталей є першим кроком у анодуванні алюмінію, а лужний розчин для гравіювання є найкращим очисним засобом для роботи.Усі легкі масла та інші речовини, які можуть перешкоджати процесу анодування, видаляються під час цього процесу очищення.Після очищення слід провести лужне травлення, щоб усунути залишки природних оксидів з поверхні.Найкращий варіант для нього – гідроксиди натрію.
Наступним кроком є очищення очищених і протравлених алюмінієвих деталей у розчині азотної кислоти, щоб зробити поверхню гладкою та підготувати її до анодування.
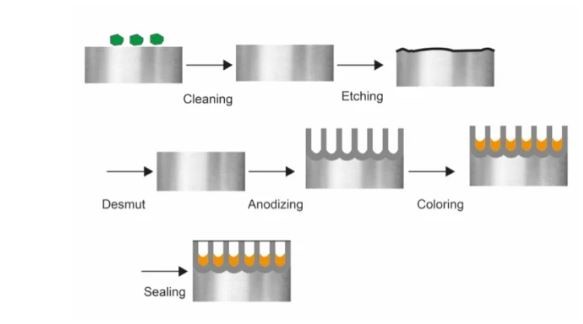
Різні етапи анодованого фарбування алюмінію
Нарешті, алюмінієві компоненти занурюють в електроліт сірчаної кислоти для анодування.Катод розташований поза резервуаром для електроліту.Алюмінієві компоненти, на які необхідно нанести покриття, служать анодом.Потім до електрода подається електричний струм (клем «+» до анода і термінал «–» до катода).Тепер електричний струм проходить через електролітичний розчин і вивільняє іони оксиду, які надходять на алюмінієву підкладку, утворюючи інтегрований оксидний шар на поверхні.
Кольори на анодованих алюмінієвих деталях
Як правило, анодовані алюмінієві деталі фарбуються за допомогою наступних чотирьох методів: інтерференційне фарбування, фарбування барвником, електрофарбування та інтегральне фарбування.Розглянемо зараз кожну з них докладніше.
Електро розмальовка
Різні кольори легко досяжні на анодованій алюмінієвій поверхні деталей за допомогоюелектролітичне забарвлення.Електролітичне фарбування використовує різні солі металів як барвники, де іони металу використаної солі осідають у порах деталей з анодованого алюмінію.Отже, колір залежить від металу, який використовується в розчині солі.
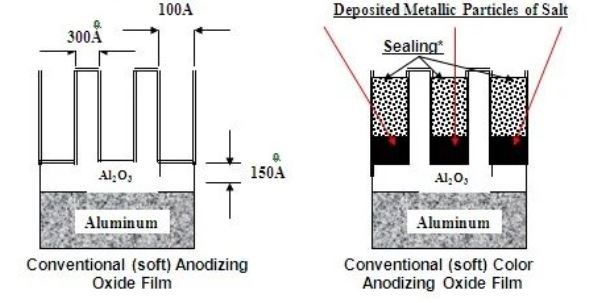
Процес електрофарбування
У рамках процесу електролізу анодована поверхня занурюється в концентровані розчини солей металів, доки не випаде достатня кількість пігменту для створення потрібного кольору.Отже, колір залежить від металу, який використовується в солі, а інтенсивність забарвлення залежить від часу обробки (від 30 секунд до 20 хвилин).
Деякі звичайні солі металів і барвники, що використовуються для фарбування анодованого алюмінію
| SN | сіль | колір |
| 1 | Нітрат свинцю | Жовтий |
| 2 | Ацетат з дихроматом калію | Жовтий |
| 3 | Ацетат з перманганатом калію | Червоний |
| 4 | Мідний купорос з сульфідом амонію. | Зелений |
| 5 | Сульфат заліза з фероціанідом калію | Синій |
| 6 | Ацетат кобальту з сульфідом амонію | чорний |
Фарбування барвником
Іншим підходом до фарбування анодованої алюмінієвої частини є фарбування барвником.Цей процес передбачає просте занурення компонентів, які потрібно пофарбувати, у резервуар із розчином барвника.Інтенсивність кольору в цьому підході залежить від різних змінних, таких як концентрація барвника, час обробки та температура.
Технічні характеристики фарбування:
| Матеріал для бака матриці | нержавіюча сталь, пластик або скловолокно
|
| Температурний діапазон | 140 до 1600F |
| Додаткове налаштування | Повітряне перемішування, щоб запобігти забрудненню бака з барвником |
Поради щодо ідеального фарбування фарби
· Очищення деталей з анодованого алюмінію має вирішальне значення, оскільки кислоти, що залишаються на поверхні, можуть перешкоджати процесу фарбування.У деяких ситуаціях присутність кислот перешкоджає фарбуванню алюмінію.Отже, перед початком ванни для фарбування використовуйте бікарбонат натрію для десорбції.
· Етапи анодування та промивання фарби повинні бути завершені одночасно, деталі поміщаються в резервуар для фарбування, як тільки їх виймають з резервуара для анодування.
· Крім того, тримайте будь-яку кислоту чи інші забруднення подалі від бака для барвника.
Інтегральне фарбування
Інтегральні процеси фарбування поєднують два різних підходи.Спочатку алюмінієві компоненти анодуються, а анодовані компоненти фарбуються сплавами.Тому функцією конкретного сплаву в цьому процесі є формування кольору.Залежно від складу алюмінієвих деталей і умов експлуатації діапазон кольорів може варіюватися від золотистої бронзи до насиченої бронзи і до чорного.
Інтерференційне забарвлення
Цей підхід передбачає розширення структури пор і осадження відповідного металу на основі необхідних кольорів на поверхні для отримання кольорової поверхні.Ви отримаєте сіро-блакитний колір, якщо покладете нікель.По суті, інтерференційні кольори утворюються, коли світло потрапляє на анодовані алюмінієві поверхні та заломлюється, відбивається або поглинається.
Процес ущільнення
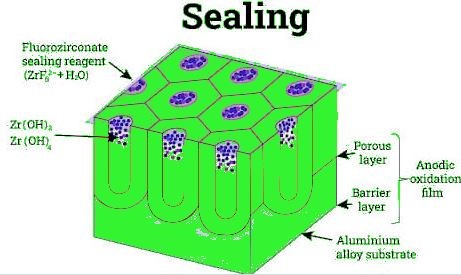
Процес ущільнення
Основна мета процесу запечатування – зупинити поглинання небажаних молекул у пори.Оскільки мастила або інші небажані молекули іноді затримуються в порах, що зрештою сприяє корозії поверхні.Деякі поширені ущільнювальні матеріали - це ацетат нікелю, біхромат калію та кипляча вода.
1. Метод гарячої води
Для виготовлення герметичної ємності зазвичай використовується нержавіюча сталь або інший інертний матеріал.Кольорові алюмінієві компоненти спочатку занурюють у гарячу воду (200 0F), де на поверхні утворюється моногідрат алюмінію разом із відповідним збільшенням об’єму.В результаті небажані молекули видаляються з пор.
2. Метод фториду нікелю
Ця процедура розм’якшує анодовані алюмінієві компоненти.У цьому методі фтористий нікель вводиться в анодований алюміній.Тепер іон фтору потрапляє в пори, де іон нікелю випадає в осад на поверхні та утворює гідроксид нікелю шляхом з’єднання з молекулами води, остаточно блокуючи пори.
3. Метод біхромату калію
Ця техніка використовує розчин біхромату калію (5 % мас./об.) для герметизації компонентів з анодованого алюмінію.Спочатку компоненти занурюють приблизно на 15 хвилин в ємність з киплячим розчином біхромату калію.Далі поверхня деталей поглинає іони хромату, і покриття відбувається, коли ці іони гідратуються.Незважаючи на меншу стійкість до плям, ніж інші методи герметика, це покриття все ще пропонує простий підхід до герметизації.
Відповідність кольорів
Відповідний колір може відрізнятися залежно від різної партії;однак, якщо ви дотримуєтеся точного процесу фарбування деталей з анодованого алюмінію.Через це технологічний процес та інші елементи, як-от сорт використовуваного алюмінію, тип обробки, концентрація штампів і кристалічна структура поверхні, мають бути майже ідентичними для партій, щоб отримати відповідний колір.
Висновок
Після огляду анодування та фарбування алюмінієвих деталей стає зрозуміло, що найбільшою перевагою анодування алюмінію є можливість імплантувати різні кольори на поверхню, що не тільки покращує механічні властивості та естетичну красу, але й відповідає ринковому попиту.Крім того, метод електрофарбування є найкращим із чотирьох підходів до фарбування, оскільки він наносить колір електрохімічним шляхом і дозволяє створювати широкий діапазон кольорів, просто вибравши відповідний розчин солі.
Безсумнівно, процес анодування алюмінію є досить складним, оскільки він включає велику кількість хімії, матеріалознавства та інженерного виробництва.Однак не буде плутанини, якщо ви виберете нашпослуга анодування. Наше матеріалознавство та машинобудуванняфахівці забезпечать вам анодування алюмінію найвищого калібру, а ви зможете вибрати колір, який найкраще підходить для вашого проекту.
Поширені запитання
Що таке процес анодування алюмінію?
Анодування алюмінію — це електрохімічний процес, який створює стійкі до корозії та подряпин шари на зовнішній частині металевих частин, що забезпечує відмінну обробку різних кольорів.
Які кольори можна імплантувати на поверхні деталей з анодованого алюмінію?
Точної відповіді немає, але практично всі кольори можна наносити на поверхню за допомогою анодування.
Які типові методи фарбування деталей з анодованого алюмінію?
Електрофарбування, фарбування барвником, інтерференційне фарбування та інтегральне фарбування є найпопулярнішими методами.
Чи тьмяніє колір анодованої поверхні з часом?
Ні, він дуже міцний.Однак він не вимикається в типовому середовищі, доки на поверхню не буде нанесено кислотну промивку.
Час публікації: 04 липня 2022 р