Barvy eloxovaného hliníku: Vše, co potřebujete vědět
Poslední aktualizace: 09/02, doba čtení: 7 minut

Eloxované hliníkové díly v různých barvách
Díky své nízké hmotnosti a vysoké pevnosti,hliník a jeho různé druhy slitinjsou často používané stavební materiály v různých průmyslových odvětvích, včetně lékařství, automobilového průmyslu a letectví.Nezáleží na tom, jaký výrobní proces je použit k výrobě těchto dílů.Povrchová úpravaje zásadní pro zlepšení mechanických vlastností a estetické krásy těchto dílů.
Protože široká škála barev může být potažena na povrchueloxování, je to nejoblíbenější metoda povrchové úpravy používaná v celosvětové výrobě.Hliníkové díly jsou vyrobeny tak, aby byly odolné a díky eloxované barvě výborně odolávaly drsnému prostředí.Schopnosti odolávat otěru lze navíc dosáhnout eloxováním barvy.Tento článek bude přehledproces eloxování hliníku, různé přístupy k barvení, přizpůsobení barev a související procesy.
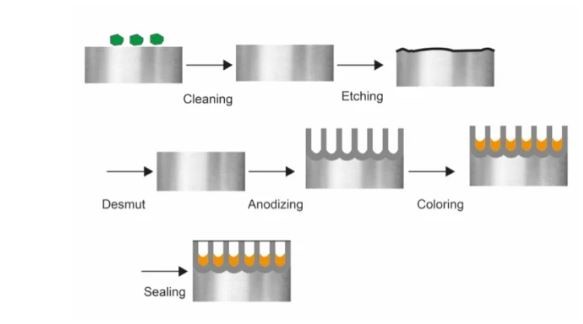
Proces eloxování hliníku
Čištění vyrobených dílů je prvním krokem při eloxování hliníku a alkalické gravírování je nejlepší čisticí prostředek pro tuto práci.Během tohoto procesu čištění jsou odstraněny všechny lehké oleje a další látky, které by mohly bránit procesu eloxování.Po vyčištění by mělo být provedeno alkalické leptání, aby se z povrchu odstranily všechny zbývající přírodní oxidy.Nejlepší možností je hydroxid sodný.
Dalším krokem je vytlačení vyčištěných a naleptaných hliníkových dílů do roztoku kyseliny dusičné, aby byl povrch hladký a byl připraven k eloxování.
Různé stupně pro barvení eloxovaného hliníku
Nakonec se hliníkové komponenty ponoří do elektrolytu kyseliny sírové za účelem eloxování.Katoda je umístěna mimo nádrž na elektrolyt.Jako anoda slouží hliníkové komponenty, které je třeba potáhnout.Poté je na elektrodu přiveden elektrický proud (svorka „+“ k anodě a svorka „– “ ke katodě).Nyní se elektrický proud pohybuje elektrolytickým roztokem a uvolňuje oxidové ionty, které jdou do hliníkového substrátu a vytvářejí integrovanou oxidovou vrstvu na povrchu.
Barvy na hliníkových eloxovaných dílech
Obecně jsou díly z eloxovaného hliníku barveny pomocí následujících čtyř metod: interferenční barvení, barvení barvivem, elektro barvení a integrální barvení.Pojďme se nyní na každou z nich blíže podívat.
Elektro barvení
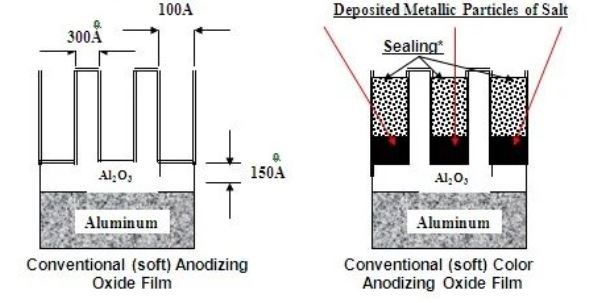
Různé barvy jsou snadno dosažitelné v povrchu eloxovaných hliníkových dílů selektrolytické zbarvení.Elektrolytické barvení využívá jako barviva různé soli kovů, kde se kovové ionty použité soli ukládají do pórů eloxovaných hliníkových dílů.Proto barva závisí na kovu použitém v solném roztoku.
Proces elektrobarvení
V rámci procesu elektrolýzy je eloxovaný povrch ponořen do koncentrovaných roztoků solí kovů, dokud se nevysráží dostatek pigmentu k vytvoření požadované barvy.Barva tedy závisí na kovu použitém v soli a intenzita zabarvení závisí na době ošetření (30 sekund až 20 minut).
Některé běžné kovové soli a barvy používané v barvení eloxovaného hliníku
| SN | Sůl | Barva |
| 1 | Dusičnan olovnatý | Žlutá |
| 2 | Acetát s dichromanem draselným | Žlutá |
| 3 | Acetát s manganistanem draselným | Červené |
| 4 | Síran měďnatý se sulfidem amonným. | Zelená |
| 5 | Síran železitý s ferrokyanidem draselným | Modrý |
| 6 | Octan kobaltnatý se sulfidem amonným | Černá |
Barvení barviva
Dalším přístupem k barvení eloxovaného hliníkového dílu je barvení barvivem.Tento proces zahrnuje jednoduché ponoření složek, které mají být barveny, do nádrže obsahující roztok barviva.Intenzita barvy v tomto přístupu závisí na různých proměnných, jako je koncentrace barviva, doba zpracování a teplota.
Specifikace pro barvení barviv:
| Materiál pro tlakovou nádrž | nerezová ocel, plast nebo sklolaminát
|
| Teplotní rozsah | 140 až 1600F |
| Dodatečné nastavení | Míchání vzduchem, aby se zabránilo kontaminaci nádrže s barvivem |
Tipy pro dokonalé vybarvení barviva
· Čištění eloxovaných hliníkových dílů je zásadní, protože přetrvávající kyseliny na povrchu mohou narušovat proces barvení.V některých situacích přítomnost kyselin zabraňuje barvení hliníku.Takže před zahájením barvicí lázně použijte k desorbci hydrogenuhličitan sodný.
· Kroky eloxování a barvení by měly být dokončeny současně, přičemž díly by měly být umístěny do barvené nádrže, jakmile jsou vyjmuty z anodizační nádrže.
· Kromě toho udržujte jakoukoli kyselinu nebo jinou kontaminaci mimo nádrž s barvivem.
Integrální zbarvení
Integrální barvicí procesy kombinují dva různé přístupy.Nejprve se hliníkové komponenty eloxují a eloxované komponenty se obarví slitinami.Funkce konkrétní slitiny v tomto procesu je tedy to, jak se vyvíjí barva.Na základě složení hliníkových dílů a provozních podmínek se může barevná škála pohybovat od zlaté bronzové přes tmavě bronzovou až po černou.
Interferenční zbarvení
Tento přístup zahrnuje zvětšení struktury pórů a nanesení vhodného kovu na základě požadovaných barev na povrch, aby se získal barevný povrch.Jako byste získali modrošedou barvu, pokud byste vložili nikl.Interferenční barvy v zásadě vznikají, když světlo dopadá na eloxované hliníkové povrchy a je lámáno, odráženo nebo absorbováno.
Proces těsnění
Proces těsnění
Hlavním cílem procesu utěsnění je zabránit vstřebávání nežádoucích molekul do pórů.Protože maziva nebo jiné nevítané molekuly se někdy zadržují v pórech, což nakonec přispívá k povrchové korozi.Některé běžné těsnicí materiály jsou octan niklu, dvojchroman draselný a vroucí voda.
1. Metoda horké vody
K výrobě těsnící nádrže se obvykle používá nerezová ocel nebo jiný inertní materiál.Barevné hliníkové komponenty se nejprve ponoří do horké vody (200 0F), kde se na povrchu vytvoří monohydrát hliníku spolu s odpovídajícím zvětšením objemu.V důsledku toho jsou nežádoucí molekuly eliminovány z pórů.
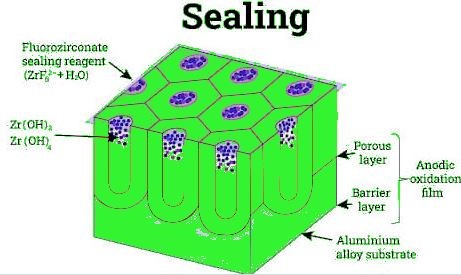
2. Metoda fluoridu niklu
Tento postup změkčuje eloxované hliníkové součásti.Při této metodě se fluorid nikl zavádí do eloxovaného hliníku.Fluoridový iont nyní jde do pórů, kde se niklový iont vysráží na povrchu a vytvoří hydroxid niklu spojením s molekulami vody, což nakonec póry zablokuje.
3. Metoda dichromanu draselného
Tato technika používá roztok dichromanu draselného (5 % w/V) k utěsnění eloxovaných hliníkových součástí.Nejprve se komponenty ponoří asi na 15 minut do nádrže obsahující vroucí roztok dichromanu draselného.Dále povrch dílů absorbuje chromátové ionty a povlak nastane, když se tyto ionty hydratují.Navzdory tomu, že je méně odolný vůči skvrnám než jiné metody těsnění, tento povlak stále nabízí přímý přístup k těsnění.
Shoda barev
Odpovídající barva se může lišit podle různých šarží;Pokud však dodržíte přesný postup barvení dílů z eloxovaného hliníku.Z tohoto důvodu by proces a další prvky, jako je druh použitého hliníku, typ povrchové úpravy, koncentrace matric a krystalická struktura povrchu, měly být napříč šaržemi téměř totožné, aby se dosáhlo odpovídající barvy.
Závěr
Po přezkoumání eloxování a barvení hliníkových dílů je jasné, že nejlepším přínosem eloxování hliníku je schopnost implantovat různé barvy na povrch, což nejen zlepšuje mechanické vlastnosti a estetickou krásu, ale také uspokojuje poptávku trhu.Kromě toho je elektrobarvicí metoda nejlepší ze čtyř přístupů k barvení, protože nanáší barvu elektrochemicky a umožňuje vytvořit širokou škálu barev jednoduše výběrem správného solného roztoku.
Proces eloxování hliníku je nepochybně poměrně složitý, protože zahrnuje velké množství chemie, vědy o materiálech a strojírenské výroby.Pokud si však vyberete náš, nedojde k žádnému zmatkuslužba eloxování. Naše materiálová věda a strojírenstvíodborníci vám poskytnou eloxování hliníku nejvyššího kalibru a vy si můžete vybrat barvu, která nejlépe vyhovuje vašemu projektu.
FAQ
Jaký je proces eloxování hliníku?
Eloxování hliníku je elektrochemický proces, který vytváří vrstvy odolné proti korozi a poškrábání na vnějšku kovových částí a nabízí vynikající povrchovou úpravu v různých barvách.
Jaké barvy lze implantovat na povrch eloxovaných hliníkových dílů?
Přesná odpověď neexistuje, ale téměř všechny barvy lze na povrch nanést eloxováním.
Jaké jsou typické způsoby barvení součástí z eloxovaného hliníku?
Elektro barvení, barvení barvivem, interferenční barvení a integrální barvení jsou nejoblíbenější metody.
Vybledne barva na eloxovaném povrchu časem?
Ne, je velmi odolný.V typickém prostředí se však nevypne, dokud není povrch aplikován kyselým mytím.
Čas odeslání: Červenec-04-2022