5 найпоширеніших процесів лиття пластмас під тиском
1 Лиття під тиском

Принцип лиття під тиском полягає в додаванні гранульованої або порошкоподібної сировини в бункер машини для лиття під тиском, а сировина нагрівається і розплавляється в рідкий стан, потім штовхається гвинтом або поршнем машини для лиття під тиском, потрапляє в порожнину форми через сопло та розливну систему форми, затвердіти та встановити в порожнину форми.Елементи, що впливають на якість лиття під тиском:тиск впорскування, час впорскування, температура впорскування.
Особливості технології процесу.
Переваги:
1, короткий цикл формування, висока ефективність виробництва, легко автоматизувати
2, може формувати складну форму, точний розмір, з металевими або неметалевими вставними пластиковими деталями
3, стабільна якість продукції
4, широкий спектр застосування.
Недоліки:
1, ціна обладнання для лиття під тиском висока
2, складна структура лиття під тиском
3, високі витрати на виробництво, тривалий виробничий цикл, не підходить для одноразового дрібносерійного виробництва пластикових деталей
Застосування:
У промислових виробах лиття під тиском включає кухонний посуд (сміттєві баки, миски, відра, глечики, посуд і різні контейнери), корпуси для електрообладнання (повітродувки, пилососи, міксери тощо), іграшки та ігри, різні деталі для автомобільна промисловість, запчастини для багатьох інших продуктів тощо.
2 Вставка Молдинг
Вставити формувальну аплікацію
Формування вставок — це процес формування, під час якого форму заповнюють попередньо підготовленими вставками з різних матеріалів, а потім вводять смолу, а розплавлені матеріали з’єднують із вставками та затверджують для отримання єдиного продукту.
Технічні характеристики процесу
1. Кілька вставок комбінуються заздалегідь, що робить поєднання одиниць продукту більш розумним.
2. Поєднання легкості формування, згинання та жорсткості, міцності та термостійкості металу може бути доповнено для виготовлення складних і делікатних металопластикових інтегрованих виробів.
3. Зокрема, комбінація ізоляції смоли та електропровідності металу може зробити формовані вироби, які можуть відповідати основним функціям електротехнічних виробів.
4. Для жорстких формованих виробів і гумових прокладок лиття під тиском інтегрованих виробів на підкладку усуває складну роботу з упорядкування ущільнень і полегшує автоматизацію складання після обробки.
3 Подвійна кольорова ін'єкція

Приклад ін’єкції подвійного кольору
Подвійне кольорове лиття під тиском: це метод лиття, при якому в одну форму вводять два різні кольори пластику.Завдяки цьому пластик може виглядати у двох різних кольорах і на пластикових частинах мати регулярні візерунки або нерегулярні візерунки, схожі на хмари, щоб покращити зручність використання та красу пластикових частин.
Технологічні характеристики процесу.
1, основний матеріал може використовувати матеріал низької в'язкості для зниження тиску впорскування.
2. З огляду на захист навколишнього середовища основний матеріал може використовувати перероблений вторинний матеріал.
3, відповідно до різних характеристик використання, таких як використання м’якого матеріалу для товстого готового матеріалу шкіри, твердого матеріалу для основного матеріалу або основного матеріалу, можна використовувати для зменшення ваги пінопласту.
4, використання основного матеріалу нижчої якості для зменшення витрат.
5, матеріал шкіри або основний матеріал можна використовувати дорого та з особливими властивостями поверхні.Такі як антиелектромагнітні перешкоди, висока електропровідність та інші матеріали для підвищення продуктивності продукту.
6、Відповідний матеріал оболонки та основний матеріал може зменшити залишкову напругу формованих виробів, збільшити механічну міцність або властивості поверхні продукту.
4 Інжекційне формування з мікропористої піни (MFIM)

Структура MFIM
Процес лиття під тиском із мікропористої піни: це інноваційна технологія прецизійного лиття під тиском, яка базується на розширенні пор для заповнення продукту та завершує формування деталі під низьким і середнім тиском.Процес формування мікропористої піни можна розділити на три етапи: спочатку надкритичну рідину (вуглекислий газ або азот) розчиняють у гарячому клеї для утворення однофазного розчину;потім у порожнину форми з нижчою температурою та тиском вводять через сопло перемикача, що викликає нестабільність молекул через нижчу температуру та тиск, утворюючи велику кількість ядер бульбашок у продукті, і ці бульбашки ядер поступово зростають до створювати крихітні отвори.
Особливості технології процесу
1, точне лиття під тиском.
2. Прорив багатьох обмежень традиційного лиття під тиском, може значно зменшити вагу деталей, скоротити цикл формування.
3, значно покращує деформацію деформації та стабільність розмірів деталей.
Додатки
Автомобільні приладові панелі, дверні панелі, повітроводи кондиціонерів тощо.
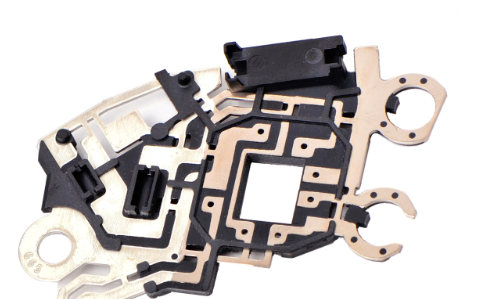
5 Технологія наноформування(NMT)
.png)
Приклад NMT
NMT (технологія наноформування): це метод поєднання металу та пластику за допомогою нанотехнологій, спочатку поверхня металу обробляється нанорозміром, а потім пластик безпосередньо вливається та формується на поверхні металу, щоб метал і пластик могли формуватися як одне ціле.Технологія наноформування за місцем розташування пластику поділяється на два типи процесів.
1, пластик для невигляду поверхні цільного молдинга
2, пластик для зовнішнього вигляду поверхні інтегрованого формування
Особливості технології процесу:
1, продукт має металевий вигляд і текстуру.
2, конструкція механізму продукту спрощена, так що продукт легший, тонший, коротший, менший і економічно ефективніший, ніж метод обробки з ЧПК.
3, зменшити витрати на виробництво та високу міцність з’єднання, а також значно зменшити використання відповідних витратних матеріалів
Застосовні металеві та смоляні матеріали.
1, алюміній, магній, мідь, нержавіюча сталь, титан, залізо, оцинкований лист, латунь.
2, алюмінієвий сплав є більш адаптованим, включаючи серії від 1000 до 7000.
3, смоли, включаючи PPS, PBT, PA6, PA66, PPA.
4, PPS має особливо сильну міцність зв’язку (3000 Н / c㎡).
Застосування:
Чохол для мобільного телефону, ноутбука тощо.
![]()
Лиття під тиском широко використовується в різних галузях промисловості та може досягти безперебійного та точного масового виробництва деталей за короткий проміжок часу.Prolean Tech пропонує послуги лиття під тиском для десятків матеріалів, включаючи пластмаси та еластомери.Просто завантажте свійCAD файлдля швидкої безкоштовної оцінки та консультації щодо супутніх послуг.
Час публікації: 02 квітня 2022 р