5 найбольш распаўсюджаных працэсаў ліцця пластыка пад ціскам
1 Ліццё пад ціскам

Прынцып ліцця пад ціскам заключаецца ў даданні грануляванага або парашкападобнага сыравіны ў бункер ліццёвай машыны, а сыравіну награваюць і плавяць у вадкі стан, затым штурхаюць шрубай або поршнем ліццёвай машыны, трапляюць у паражніну формы праз сопла і разліўной сістэмы формы, а таксама зацвярдзець і ўсталяваць у паражніны формы.Элементы, якія ўплываюць на якасць ліцця пад ціскам:ціск упырску, час упырску, тэмпература ўпырску.
Тэхналагічныя асаблівасці.
Перавагі:
1, кароткі цыкл фармавання, высокая эфектыўнасць вытворчасці, лёгка аўтаматызаваць
2, можна фармаваць складаную форму, дакладны памер, з металічнымі або неметалічнымі пластыкавымі дэталямі
3, стабільная якасць прадукцыі
4, шырокі спектр прымянення.
Недахопы:
1, Кошт абсталявання для ліцця пад ціскам высокая
2, Складаная структура ліцця пад ціскам
3, высокія вытворчыя выдаткі, працяглы вытворчы цыкл, не падыходзіць для адзінкавай дробнасерыйнай вытворчасці пластыкавых дэталяў
прыкладання:
У прамысловых вырабах да вырабаў, вырабленых пад ціскам, адносяць посуд (смеццевыя бакі, міскі, вёдры, збаны, посуд і розныя ёмістасці), корпуса для электрычнага абсталявання (вентылятараў, пыласосаў, міксераў і інш.), цацкі і гульні, розныя дэталі для аўтамабільная прамысловасць, дэталі для многіх іншых прадуктаў і г.д.
2 Устаўце ліштва
Аплікацыя для ўстаўкі
Фармаванне ўставак - гэта працэс фармавання, пры якім форму запаўняюць загадзя падрыхтаванымі ўстаўкамі з розных матэрыялаў і затым упырскваюць смалой, а расплаўленыя матэрыялы злучаюць з устаўкамі і отверждают для атрымання цэласнага прадукту.
Характарыстыкі Process Technoloy
1. Некалькі ўставак аб'ядноўваюцца загадзя, што робіць камбінацыю адзінак прадукту пасля распрацоўкі больш разумнай.
2. Спалучэнне лёгкасці фармавання, выгібу і цвёрдасці, трываласці і тэрмаўстойлівасці металу можа быць дапоўнена для вырабу складаных і тонкіх металапластыкавых комплексных вырабаў.
3. У прыватнасці, камбінацыя ізаляцыі смалы і электраправоднасці металу можа вырабляць фармованыя вырабы, якія адпавядаюць асноўным функцыям электратэхнічных вырабаў.
4. Для цвёрдых фармованых вырабаў і гумовых пракладак ліццё пад ціскам інтэграваных вырабаў на падкладку пазбаўляе ад складанай працы па размяшчэнні ўшчыльненняў і палягчае аўтаматызацыю зборкі пасля апрацоўкі.
3 Падвойная каляровая ін'екцыя

Прыклад падвойнага ўвядзення колеру
Двухколернае ліццё пад ціскам: гэта метад ліцця, які ўводзіць пластык двух розных колераў у адну і тую ж форму.Гэта можа зрабіць так, каб пластык выглядаў у двух розных колерах і можа зрабіць пластыкавыя дэталі рэгулярнымі або нерэгулярнымі ўзорамі, падобнымі на воблака, каб палепшыць зручнасць выкарыстання і прыгажосць пластыкавых частак.
Тэхналагічныя характарыстыкі працэсу.
1, асноўны матэрыял можа выкарыстоўваць матэрыял з нізкай глейкасцю для зніжэння ціску ўпырску.
2, З меркаванняў аховы навакольнага асяроддзя асноўны матэрыял можа выкарыстоўваць перапрацаваны другасны матэрыял.
3, у адпаведнасці з рознымі характарыстыкамі выкарыстання, такімі як выкарыстанне мяккага матэрыялу для тоўстага гатовага матэрыялу скуры, цвёрдага матэрыялу для матэрыялу стрыжня або матэрыялу стрыжня можа быць выкарыстаны для памяншэння вагі пенапласту.
4, выкарыстанне больш нізкай якасці асноўнага матэрыялу для зніжэння выдаткаў.
5, матэрыял скуры або асноўны матэрыял можна выкарыстоўваць дарагія і з асаблівымі ўласцівасцямі паверхні.Такія, як антыэлектрамагнітныя перашкоды, высокая электраправоднасць і іншыя матэрыялы для павышэння прадукцыйнасці прадукту.
6、Адпаведны матэрыял абалонкі і асноўны матэрыял можа паменшыць рэшткавае напружанне фармованых вырабаў, павялічыць механічную трываласць або ўласцівасці паверхні прадукту.
4 мікраячэістая пена для ліцця пад ціскам (MFIM)

Структура MFIM
Працэс ліцця пад ціскам з мікраячэістай пены: гэта інавацыйная тэхналогія дакладнага ліцця пад ціскам, якая абапіраецца на пашырэнне пор для запаўнення прадукту і завяршае ліццё дэталі пад нізкім і сярэднім ціскам.Працэс фармавання мікраячэістай пены можна падзяліць на тры этапы: па-першае, звышкрытычная вадкасць (вуглякіслы газ або азот) раствараецца ў гарачым клеі з адукацыяй аднафазнага раствора;затым у паражніну формы з больш нізкай тэмпературай і ціскам упырскваецца праз сопла тыпу перамыкача, якое выклікае нестабільнасць малекул з-за больш нізкай тэмпературы і ціску, утвараючы вялікую колькасць ядраў бурбалак у прадукце, і гэтыя ядры бурбалак паступова растуць да ствараць малюсенькія адтуліны.
Тэхналагічныя асаблівасці
1, Дакладнае ліццё пад ціскам.
2, Прарыў мноства абмежаванняў традыцыйнага ліцця пад ціскам, можа значна паменшыць вагу дэталяў, скараціць цыкл фармавання.
3, значна палепшыць дэфармацыю дэфармацыі і стабільнасць памераў дэталяў.
Прыкладанні
Аўтамабільныя прыборныя панэлі, дзвярныя панэлі, паветраводы кандыцыянераў і г.д.
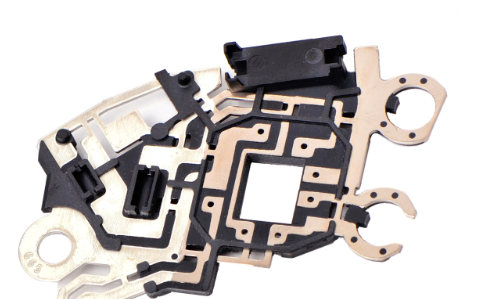
5 Нанатэхналогія ліцця(NMT)
.png)
Прыклад NMT
NMT (тэхналогія нанафарміравання): гэта метад спалучэння металу і пластыка з дапамогай нанатэхналогій, па-першае, металічная паверхня апрацоўваецца нанаразмерам, а затым пластык непасрэдна ўпырскваецца і фармуецца на металічнай паверхні, так што метал і пластык могуць быць сфармаваны як адно цэлае.Тэхналогія нанафармавання ў залежнасці ад размяшчэння пластыка дзеліцца на два тыпу працэсаў.
1, пластык для не-з'яўлення паверхні суцэльнага ліцця
2, пластык для з'яўлення паверхні інтэграванага ліцця
Тэхналагічныя асаблівасці:
1, прадукт мае металічны выгляд і тэкстуру.
2, канструкцыя механізму прадукту спрошчана, так што прадукт лягчэй, танчэй, карацей, менш, і больш эканамічна эфектыўным, чым метад апрацоўкі з ЧПУ.
3, знізіць вытворчыя выдаткі і высокую трываласць счаплення, а таксама значна паменшыць выкарыстанне адпаведных расходных матэрыялаў
Прыдатныя металічныя і смаляныя матэрыялы.
1, алюміній, магній, медзь, нержавеючая сталь, тытан, жалеза, ацынкаваны ліст, латунь.
2, алюмініевы сплаў з'яўляецца больш адаптаваным, у тым ліку ад 1000 да 7000 серыі.
3, смалы, уключаючы PPS, PBT, PA6, PA66, PPA.
4, PPS мае асабліва моцную трываласць счаплення (3000N / c㎡).
прыкладанні:
Чахол для мабільнага тэлефона, чахол для ноўтбука і г.д.
![]()
Ліццё пад ціскам шырока выкарыстоўваецца ў розных галінах прамысловасці і можа дасягнуць бясшвоўнай і дакладнай масавай вытворчасці дэталяў за кароткі прамежак часу.Prolean Tech прапануе паслугі па ліцці пад ціскам для дзесяткаў матэрыялаў, у тым ліку пластмас і эластамераў.Проста загрузіце свойCAD файлдля хуткай, бясплатнай расцэнкі і кансультацыі па спадарожных паслугах.
Час публікацыі: 2 красавіка 2022 г