5 наиболее распространенных процессов литья пластмасс под давлением
1 литье под давлением

Принцип литья под давлением заключается в добавлении гранулированного или порошкообразного сырья в бункер машины для литья под давлением, а сырье нагревается и плавится до жидкого состояния, затем проталкивается винтом или поршнем машины для литья под давлением и входит в полость пресс-формы через сопло и систему заливки формы, а также затвердевают и затвердевают в полости формы.Элементы, влияющие на качество литья под давлением:давление впрыска, время впрыска, температура впрыска.
Особенности технологии процесса.
Преимущества:
1, короткий цикл формования, высокая эффективность производства, простота автоматизации
2, может формовать сложную форму, точный размер, с металлическими или неметаллическими вставными пластиковыми деталями
3, стабильное качество продукции
4, широкий спектр приложений.
Недостатки:
1, цена оборудования для литья под давлением высока
2, сложная структура пресс-формы для литья под давлением
3, высокие производственные затраты, длительный производственный цикл, не подходит для единичного мелкосерийного производства пластиковых деталей.
Приложения:
В промышленной продукции к литьевым изделиям относятся кухонная утварь (мусорные баки, миски, ведра, кувшины, столовая посуда, различная тара), корпуса электрооборудования (воздуходувки, пылесосы, миксеры и др.), игрушки и игры, различные детали для автомобильная промышленность, детали для многих других продуктов и т. д.
2 Вставка молдинга
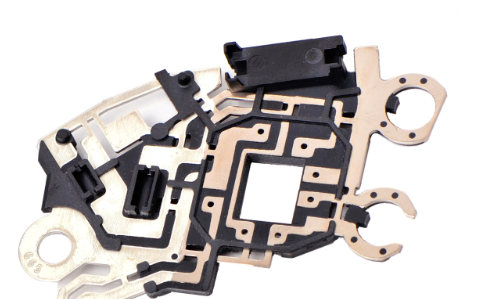
Вставка формовочного приложения
Литье со вставками — это процесс формования, при котором форма заполняется предварительно подготовленными вставками из различных материалов, а затем в нее впрыскивается смола, а расплавленные материалы соединяются со вставками и отверждаются для получения цельного продукта.
Характеристики технологических процессов
1. Несколько вставок объединяются заранее, что делает пост-инжиниринг комбинации продуктов более разумным.
2. Сочетание легкости формования, изгиба и жесткости металла, прочности и термостойкости смолы может быть дополнено для изготовления сложных и деликатных металлопластиковых интегрированных продуктов.
3. В частности, сочетание изоляции смолы и электропроводности металла позволяет создавать формованные изделия, которые могут выполнять основные функции электротехнических изделий.
4. Для жестких формованных изделий и резиновых прокладок литье под давлением интегрированных изделий на подложке устраняет сложную работу по размещению уплотнений и упрощает автоматизацию последующей сборки.
3 Двойной впрыск цвета

Пример двойной инъекции цвета
Двухцветное литье под давлением: это метод литья, при котором два разных цвета пластика впрыскиваются в одну и ту же форму.Это может заставить пластик выглядеть двумя разными цветами и может сделать пластиковые детали регулярными узорами или неправильными узорами, похожими на облака, чтобы улучшить удобство использования и красоту пластиковых деталей.
Технологические характеристики процесса.
1. Материал сердечника может использовать материал с низкой вязкостью для снижения давления впрыска.
2. Из соображений защиты окружающей среды основной материал может использовать переработанный вторичный материал.
3, в зависимости от различных характеристик использования, таких как использование мягкого материала для толстого готового материала кожи, твердого материала для основного материала или основного материала, можно использовать для уменьшения веса пенопласта.
4, использование основного материала более низкого качества для снижения затрат.
5, материал кожи или материал сердечника можно использовать дорогой и с особыми поверхностными свойствами.Такие как анти-электромагнитные помехи, высокая электропроводность и другие материалы для повышения производительности продукта.
6. Соответствующий материал оболочки и материал сердцевины могут снизить остаточное напряжение формованных изделий, повысить механическую прочность или свойства поверхности изделия.
4 Литье микроячеистой пены под давлением (MFIM)

Структура МФИМ
Процесс литья под давлением из микроячеистой пены: это инновационная технология точного литья под давлением, которая основана на расширении пор для заполнения продукта и завершает формование детали под низким и средним давлением.Процесс формования микропористого пенопласта можно разделить на три этапа: сначала сверхкритическая жидкость (двуокись углерода или азот) растворяется в термоклее с образованием однофазного раствора;затем полость формы с более низкой температурой и давлением впрыскивается через сопло переключающего типа, что вызывает нестабильность молекул из-за более низкой температуры и давления с образованием большого количества зародышей пузырьков в продукте, и эти зародыши пузырьков постепенно увеличиваются до генерировать крошечные отверстия.
Особенности технологического процесса
1, прецизионное литье под давлением.
2. Преодолевая многие ограничения традиционного литья под давлением, можно значительно снизить вес деталей, сократить цикл литья под давлением.
3, значительно улучшить деформацию коробления и стабильность размеров деталей.
Приложения
Автомобильные приборные панели, дверные панели, каналы кондиционирования воздуха и т. д.
5 Технология наноформования(НМТ)
.png)
Пример NMT
NMT (технология наноформования): это метод объединения металла и пластика с нанотехнологиями, во-первых, поверхность металла обрабатывается наноразмером, а затем пластик непосредственно впрыскивается и формуется на поверхности металла, так что металл и пластик могут формироваться как единое целое.Технология наноформования в зависимости от расположения пластика делится на два типа процессов.
1, пластик для невидимости поверхности цельного молдинга
2, пластик для внешнего вида поверхности интегрированного молдинга
Особенности технологического процесса:
1, продукт имеет металлический вид и текстуру.
2, конструкция механизма продукта упрощена, поэтому продукт легче, тоньше, короче, меньше и экономичнее, чем метод обработки с ЧПУ.
3, снизить производственные затраты и высокую прочность сцепления, а также значительно сократить использование сопутствующих расходных материалов.
Применимые материалы металла и смолы.
1, алюминий, магний, медь, нержавеющая сталь, титан, железо, оцинкованный лист, латунь.
2, алюминиевый сплав более адаптируется, в том числе серии от 1000 до 7000.
3, смолы, включая PPS, PBT, PA6, PA66, PPA.
4, PPS обладает особенно высокой прочностью сцепления (3000 Н/c㎡).
Приложения:
Корпус сотового телефона, корпус ноутбука и т. д.
![]()
Литье под давлением широко используется в различных отраслях промышленности и позволяет обеспечить бесшовное и точное массовое производство деталей за короткий период времени.Prolean Tech предлагает услуги по литью под давлением десятков материалов, включая пластмассы и эластомеры.Просто загрузите свойCAD-файлдля быстрого, бесплатного расчета стоимости и консультации по сопутствующим услугам.
Время публикации: 02 апреля 2022 г.