Produktionscyklustid i CNC-bearbejdning
Estimeret læsetid: 7 minutter og 10 sekunder.
Indholdsfortegnelse
I Beregning af produktionscyklustid
II Cyklustid for forskellige operationer (fræsning, drejning og boring)
III Yderligere beregningsmetode
IV Reduktion af cyklustiden
V Konklusion
VI FAQ'er

CNC-bearbejdning
Cyklustiden i CNC-bearbejdning refererer til den tid, der kræves for at fuldføre en eller flere bearbejdningsoperationer.For ethvert CNC-bearbejdningsprojekt er cyklustiden afgørende for at analysere gennemløbstiden og minimere omkostningerne ved bestemte dele eller slutprodukter.
Det påvirker de samlede omkostninger ved CNC-bearbejdningsprojekter sammen med andre elementer som materialetype, kompleksitet og præcision.Beregning af cyklustid involverer løsning af matematiske relationer for operationer såsom fræsning, drejning, boring og mange flere.
Denne artikel vil givea kort oversigt over cyklustidsberegning for forskellige CNC-bearbejdningsoperationer, virkningerne af produktionscyklustid og dens reduktionsmetoder.
Beregning af produktionscyklustid

Estimering af cyklustid i kontrolpanelet
, bearbejdningstiden svarer til de andre gange, og forholdet mellem afstanden tilbagelagt af værktøjet og hastigheden.Den generelle bearbejdningstid for alle operationer, inklusive fræsning, drejning, planlægning og mange andre, kan udtrykkes matematisk som følger(Enhed 5 Beregning af bearbejdningstid, 2012).
T=L/(f*N)
Eller,
Cyklustid (T) =(L * antal passager)/(f*N)
Hvor,
L= bearbejdningslængde af et emne (mm)
N= omdrejning af emnet pr. minut (rpm)
= 1000* skærehastighed (V)/π*Diameter (D)
f= Tilspændingshastighed (mm/min)
f=fremføring pr. omdrejning=fremføring pr. tand * antal tænder = 0,1 * 20 = 2 mm,
Dette matematiske udtryk giver en enkel idé om bearbejdningstid og hvor meget tid der kræves til bearbejdning af et bestemt emne.
Cyklustid for forskellige operationer
1. CNC fræsning
Som allerede forklaret, den generelle formelT=L/f*Nbruges til at beregne cyklustiden for hver CNC-bearbejdningsproces.Imidlertid kan hver enkelt sags tilgang til beregning af variablen variere.
I fræseoperationen beregnes tilspændingen i form af tilspænding pr. tand.Det kræver et antal tænder, skærekanter eller riller på værktøjet.
Tilspændingshastighed (f) = tilspænding pr. tand * antal tænder
Længde = Joblængde + Værktøj over bevægelser x Antal gennemløb + Værktøjstilgangslængde.

CNC fræsedrift
For eksempel, bearbejdningslængden for en fræseoperation med en skæredybde på 4 mm, emnelængde på 200 mm, fræserdiameter på 200 mm, værktøjstilkørsel og over kørselsafstand på 4 mm, tilspænding pr. tand 0,2 mm, skærehastighed på 30 m/ min & 30 tænder vil væreL= 200 mm + 4 mm * Antal gennemløb + 4 mm.
For at få antallet af gennemløb skal størrelsen af spalten eller enhver anden funktion divideres med skæredybden (hvor dybt et værktøj kan skære) én gang).Lad os overveje størrelsen af spalten 20 mm * 20 mm i vores tilfælde, værktøjet passerer 5 gange over emnet for at skære 20 mm.
Så L= 200 mm + 4 mm * 5 + 4 mm = 224 mm
2. CNC drejning

CNC drejede dele
CNC-drejning refererer til skabelsen af drejede dele ved hjælp af enkeltpunktsværktøjet.Cyklustidsberegningen for drejeoperationen er ikke anderledes end fræseoperationen.Længden er også baseret på formlen forL= Joblængde + Værktøj over rejser x Antal passager + Værktøjsindflyvningslængdeog GennemsnitRPM (N) = 1000*skærehastighed/π*gennemsnitlig diameter.
Lad os beregne tilspændingen pr. omdrejning (f) & RPM (N) for drejeoperationen ved at tage det samme eksempel, som vi gjorde for fræseoperationen ovenfor.
Da fremføringen pr. tand er den kendte variabel, beregner vi fremføringen pr. omdrejning (f) medgange foderet pr. tand med antallet af tænder.
f= 0,1 * 30 = 3 mm/omdrejning
N= omdrejning af emnet pr. minut (rpm)
= 1000* skærehastighed (V)/π*Diameter (D)
= 1000*30/ 3,14* 200
= 47,77 rpm
Den samlede produktionscyklustid vil være(T) = L* antal afleveringer/f*N = 224*5/ (3*47,77) = 7,81 minutter
3. CNC boring
CNC-boring involverer skabelsen af runde huller i det stationære emne med et roterende værktøj.Cyklustiden for boring refererer til tiden til at skabe et eller flere huller, hvilket afhænger af bearbejdningsværktøjet, tilspændingshastigheden og spindelhastigheden.
Borecyklustid (T) = (Id*i)/f*v
Hvor,
i= Antal huller
Id= Boredybde (mm)
v= Spindelhastighed (/min)
f= Tilspændingshastighed (mm/omdrejninger)
Yderligere beregningsmetode
Der er en anden ligetil måde at estimere produktionscyklustiden i CNC-bearbejdning.Det kan beregnes ved at dividere den investerede tid med det samlede antal producerede dele eller produkter(Verma, 2022).
Cyklustid (T) = Samlet tid/antal af producerede dele eller produkter
For eksempel, hvis en CNC-bearbejdningsopsætning lavede 12 identiske stykker på en time, er cyklustiden for en del 5 minutter.
Cyklustid = 1 time/ 12 dele = 60 minutter/ 12 dele = 5 minutter/del
Reduktion af cyklustiden
Da produktionscyklustiden er forbundet med gennemløbstiden og de samlede omkostninger ved CNC-bearbejdningsprojekter, kræver det at reducere cyklustiden for at optimere de samlede omkostninger for dele og slutprodukter for at konkurrere på markedet(A. Vetrivel, 2018).Selv når CNC-bearbejdningsprocessen har nået en tilstand af stabilitet, kan der stadig være nogle faktorer, der påvirker cyklustiden.Derfor er styring af variabiliteten af en CNC-bearbejdningsoperation afgørende for at fremskynde processen.
s
Selvom det er rigtigt, at nedskæring af cyklustider sænker omkostninger og gennemløbstider, kan der være nogle situationer, hvor det ikke er rimeligt at skubbe cyklustider på grund af udstyr og driftsmæssige begrænsninger.Derudover påvirker sænkning af cyklustiden under den uønskede grænse også funktionaliteten af delene.Lad os se nærmere på et par fornuftige forslag til at reducere produktionscyklustiden.
1. Optimering af værkstedsindretning
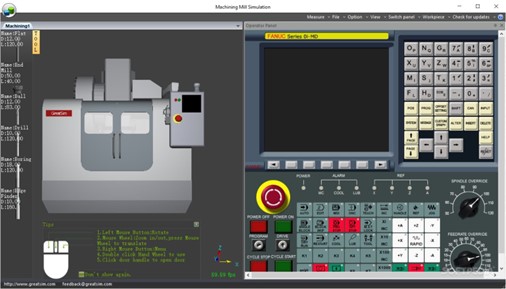
Maskinlayoutsimulering på en computer
Det komplicerede layout af CNC-bearbejdning bidrager til bearbejdningstiden på grund af unødvendige vente- eller transittider.Hvis produktionscellerne er tætte, vil de reducere cyklustiden og gøre det nemt at skifte fra en operation til en anden.Selv et par sekunder kan forkorte produktionstiden og øge bearbejdningsproduktiviteten.
Derfor skal du rette layoutet i henhold til den tilgængelige plads, råmaterialernes tilstand og de involverede bearbejdningsoperationer.Derudover er der mulighed for computersimulering for at finde det bedst mulige layout, hvilket minimerer produktionstiden ved at forbedre arbejdsgangen.
2. Erfarne operatører
Produktiviteten af CNC-bearbejdning afhænger også af operatørens dygtighed.Eksperte operatører kan nemt tackle de problemer, der opstår under driften, og vil lede efter løbende forbedringsprocesser.Brug af dygtige menneskelige ressourcer i produktionen vil bidrage til at sænke cyklustiden.
Derfor kræver minimering af cyklustiden i ethvert CNC-bearbejdningsprojekt erfarne operatører med analytiske evner.
3. Optimering af 3D-model
CNC-bearbejdning kan skabe komplekse geometrier med en høj grad af dimensionsnøjagtighed.Imidlertid øger kompleksiteten cyklustiden.Hvis designeren skaber et design så enkelt som muligt uden at forstyrre de nødvendige funktioner og funktionalitet, vil tiden blive reduceret betydeligt.Kompleks design kræver en kompliceret og hyppig værktøjsopsætning for at fuldføre jobbet.
Så det er bedst at fjerne unødvendig kompleksitet fra designet og fastsætte den bedste bearbejdningssekvens for en kortere cyklustid.Derudover samarbejder vi tæt med udviklerne for at fastsætte det ideelle design for at opnå den hurtigste produktionscyklus.
4. Produktionsautomatisering
Den automatiserede proces er altid mere effektiv og hurtigere end manuel indsats.Du kan eliminere så meget menneskeligt arbejde som muligt.Cyklustidsreduktion er mulig ved brug af højhastigheds-CNC-maskiner og avanceret knastsoftware såsom solid CAM(A. Vetrivel, 2018)
Automatiseringsprocesser er mere forudsigelige og hjælper med at opnå korrekte cyklustider med løbende forbedringer.Når du automatiserer fremstillingsprocessen, forbliver maskineriet stationært og optimerer cyklustiden for hver CNC-bearbejdningsoperation.Automatiseringsprocessen kræver dog en betydelig initial investering, men det kan være gavnligt i det lange løb.
5. Optimer maskinens ydeevne
Overdreven opvarmning, vibrationer og iboende begrænsninger er nogle begrænsninger for CNC-maskiner og andre produktionsmaskiner.Disse variabler reducerer produktionsydelsen og bidrager til en længere cyklustid.
For at undgå disse bekymringer bør producenterne prioritere hyppig inspektion, periodisk vedligeholdelse, genopfyldning, kalibrering og andre handlinger.
Konklusion
I CNC-bearbejdningsoperationer kan produktionscyklustiden estimeres ved hjælp af en simpel formel, der involverer bearbejdningslængde, tilspændingshastighed, bearbejdningshastighed og andre variabler.Det kan være lidt ændret baseret på den særlige CNC-operation, såsom fræsning, drejning og boring.Fordi cyklustiden er uløseligt forbundet med omkostningerne og gennemløbstiden for ethvert CNC-bearbejdningsprojekt, bidrager optimering af cyklustiden til den samlede omkostningsreduktion.Der er forskellige tilgange til at reducere cyklustiden, såsom automatisering, hyppig vedligeholdelse, uddannede operatører og mange andre.Selvom cyklustiden kan beregnes ved hjælp af nogle bearbejdningsvariabler, påvirker andre faktorer det nøjagtige resultat, såsom menneskelig indsats, vibrationer, overdreven varme og operatørekspertise.
Flere faktorer skal overvejes for at forbedre cyklustiden for omkostningsreduktion, og ProleanHub kan være den perfekte samarbejdspartner til dit CNC-bearbejdningsprojekt.Vi tilbyder professionelle CNC-bearbejdningstjenester med 50+ materialemuligheder til forskellige opgaver.Vores produktionseksperter samarbejder tæt med udviklere for at optimere cyklustiden for fremragende resultater til en lavere pris.
FAQ'er
Hvad er vigtigheden af produktionscyklustid i CNC-bearbejdning?
Den tid, der kræves for at udføre en eller flere CNC-bearbejdningsopgaver, kaldes produktionscyklustiden.Da mere tid er lig med flere omkostninger, er det afgørende at sænke hele omkostningerne og leveringstiden for dele eller slutprodukt.
Hvad er de nødvendige variabler for at beregne cyklustiden?
Cyklustiden beregnes ved hjælp af bearbejdningslængde, hastighed, tilspændingshastighed, omdrejninger pr. minut og andre faktorer.Det nødvendige input kan dog variere fra den ene bearbejdningsoperation til den næste.
Hvordan kan produktionscyklustiden reduceres?
Optimering af 3D-modeller, reduktion af nedetid for bearbejdning, optimal bearbejdningslayout, automatisering, ekspertoperatører og regelmæssig maskinvedligeholdelse bidrager alt sammen til at sænke produktionscyklustiden.
Kan jeg reducere cyklustiden lige så meget?
Nej, der er visse begrænsninger for at reducere cyklustiden.Disse omfatter maskinkapacitet, materialeegenskaber, påkrævet kvalitet og menneskelig indsats.
Desuden påvirker reduktion af cyklustiden under den ønskede grænse det kørende maskineri og kvaliteten af dele eller slutprodukter.
Bibliografi
1. A. Vetrivel, AA (2018).Reduktion af fremstillingstid og cyklustid i CNC-maskinværksted.International Journal of Research in Engineering, Science and Management (IJRESM)1-2.
2. Enhed 5 Beregning af bearbejdningstid.(2012).IProcesplanlægning & omkostningsestimat(s. 2-3).srividyaengg.
3. Verma, E. (2022).Forståelse af TAKT-tid og cyklustid vs. ledetid.Simplilearn.com.
Posttid: Dec-09-2022