פּראָדוקציע ציקל צייט אין CNC מאַשינינג
עסטימאַטעד לייענען צייט: 7 מינוט און 10 סעקונדעס.
אינהאַלט פון אינהאַלט
איך כעזשבן פון פּראָדוקציע ציקל צייט
II ציקל צייט פֿאַר פאַרשידענע אַפּעריישאַנז (מילינג, טורנינג און דרילינג)
III נאָך צוגאַנג פון כעזשבן
IV רידוסינג די ציקל צייט
V מסקנא
VI FAQ ס

קנק מאַשינינג
די ציקל צייט אין CNC מאַשינינג רעפערס צו די צייט פארלאנגט צו פאַרענדיקן איין אָדער מער מאַשינינג אַפּעריישאַנז.פֿאַר קיין CNC מאַשינינג פּרויעקט, ציקל צייט איז קריטיש צו פונאַנדערקלייַבן די פירן צייט און מינאַמייז די קאָס פון באַזונדער פּאַרץ אָדער סוף פּראָדוקטן.
עס ינפלואַנסיז די קוילעלדיק פּרייַז פון CNC מאַשינינג פּראַדזשעקס צוזאמען מיט אנדערע עלעמענטן ווי מאַטעריאַל טיפּ, קאַמפּלעקסיטי און פּינטלעכקייַט.קאַלקיאַלייטינג ציקל צייט ינוואַלווז סאַלווינג מאַטאַמאַטיקאַל באַציונגען פֿאַר אַפּעריישאַנז אַזאַ ווי מילינג, טורנינג, דרילינג און פילע מער.
דער אַרטיקל וועט צושטעלןa קורץ איבערבליק פון ציקל צייט קאַמפּיאַטיישאַן פֿאַר פאַרשידן CNC מאַשינינג אַפּעריישאַנז, די ימפּאַקץ פון פּראָדוקציע ציקל צייט און די רעדוקציע אַפּראָוטשיז.
כעזשבן פון פּראָדוקציע ציקל צייט

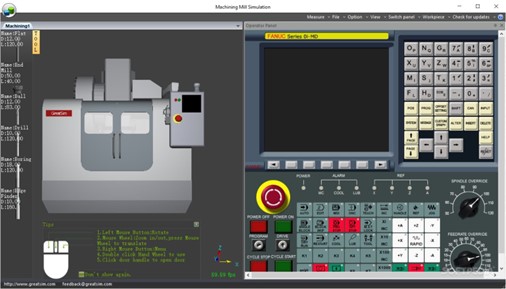
אָפּשאַצונג פון ציקל צייט אין די קאָנטראָל טאַפליע
, די מאַשינינג צייט איז ענלעך צו די אנדערע מאל, און די פאַרהעלטעניש פון דיסטאַנסע געפארן דורך די געצייַג צו די גיכקייַט.די אַלגעמיינע מאַשינינג צייט פֿאַר אַלע אַפּעריישאַנז, אַרייַנגערעכנט מילינג, טורנינג, פייסינג, און פילע אנדערע, קענען זיין אויסגעדריקט מאַטאַמאַטיקלי ווי גייט(יונייט 5 מאַשינינג צייט קאַלקולאַטיאָן, 2012).
ט=ל/(פ*נ)
אדער,
ציקל צייט (ה) = (ל * נומער פון פּאַסיז) / (פ * נ)
וואו,
ל = מאַשינינג לענג פון אַ וואָרקפּיעסע (מם)
N = רעוואָלוציע פון די וואָרקפּיעסע פּער מינוט (רפּם)
= 1000 * קאַטינג גיכקייַט (V) / π * דיאַמעטער (ד)
f= קאָרמען קורס (מם/מין)
f = קאָרמען פּער רעוואָלוציע = קאָרמען פּער צאָן * נומער פון ציין = 0.1 * 20 = 2 מם,
דעם מאַטאַמאַטיקאַל אויסדרוק גיט אַ פּשוט געדאַנק וועגן מאַשינינג צייט און ווי פיל צייט איז פארלאנגט פֿאַר מאַשינינג אַ באַזונדער וואָרקפּיעסע.
ציקל צייט פֿאַר פאַרשידענע אָפּעראַטיאָנס
1. קנק מילינג
ווי שוין דערקלערט, די אַלגעמיינע פאָרמולעט=ל/פ*ןאיז געניצט צו רעכענען די ציקל צייט פֿאַר יעדער CNC מאַשינינג פּראָצעס.אָבער, דער צוגאַנג פון יעדער פאַל צו קאַלקיאַלייטינג די בייַטעוודיק קען זיין אַנדערש.
אין די מילינג אָפּעראַציע, די קאָרמען קורס איז קאַלקיאַלייטיד אין טערמינען פון קאָרמען קורס פּער צאָן.עס ריקווייערז אַ נומער פון ציין, קאַטינג עדזשאַז אָדער פלוץ אויף די געצייַג.
פיטער קורס (f) = קאָרמען פּער צאָן * נומער פון ציין
לענג = אַרבעט לענג + געצייַג איבער טראַוואַלז רענטגענ נומער פון פּאַסיז + געצייַג צוגאַנג לענג.

קנק מילינג אָפּעראַציע
פֿאַר בייַשפּיל, די מאַשינינג לענג פֿאַר אַ מילינג אָפּעראַציע מיט אַ טיפקייַט פון שנייַדן פון 4 מם, וואָרקפּיעסע לענג פון 200 מם, קאַטער דיאַמעטער פון 200 מם, געצייַג צוגאַנג און אַרומפאָרן דיסטאַנסע פון 4 מם, קאָרמען קורס פּער צאָן 0.2 מם, קאַטינג גיכקייַט פון 30 עם / מין & 30 ציין וועט זייןל = 200 מם + 4 מם * נומער פון פּאַסיז + 4 מם.
צו באַקומען די נומער פון פּאַסיז, די גרייס פון דעם שפּעלטל אָדער קיין אנדערע שטריך זאָל זיין צעטיילט דורך די טיף פון שנייַדן (ווי טיף אַ געצייַג קענען שנייַדן) אַמאָל).זאל ס באַטראַכטן די גרייס פון דעם שפּעלטל 20 מם * 20 מם אין אונדזער פאַל, די געצייַג פאָרן 5 מאל איבער די וואָרקפּיעסע צו שנייַדן 20 מם.
אַזוי, ל = 200 מם + 4 מם * 5 + 4 מם = 224 מם
2. קנק טורנינג

קנק אויסגעדרייט טיילן
CNC טורנינג רעפערס צו די שאַפונג פון אויסגעדרייט טיילן מיט די איין-פונט געצייַג.די ציקל צייט כעזשבן פֿאַר די טורנינג אָפּעראַציע איז ניט אַנדערש ווי די מילינג אָפּעראַציע.די לענג איז אויך באזירט אויף די פאָרמולע פוןל = אַרבעט לענג + געצייַג איבער טראַוואַלז x נומער פון פּאַסיז + געצייַג צוגאַנג לענגאון דורכשניטלעךרפּם (ען) = 1000 * קאַטינג גיכקייַט / π * דורכשניטלעך דיאַמעטער.
לאָמיר רעכענען די קאָרמען פּער רעוואָלוציע (F) & RPM (N) פון די טורנינג אָפּעראַציע דורך נעמען די זעלבע ביישפּיל מיר האָבן געטאן פֿאַר די מילינג אָפּעראַציע אויבן.
זינט די קאָרמען פּער צאָן איז די באקאנט בייַטעוודיק, מיר רעכענען די פיטער פּער רעוואָלוציע (F) דורךמאַלטאַפּלייינג די קאָרמען פּער צאָן דורך די נומער פון ציין.
f= 0.1 * 30 = 3 מם / רעוואָלוציע
N = רעוואָלוציע פון די וואָרקפּיעסע פּער מינוט (רפּם)
= 1000 * קאַטינג גיכקייַט (V) / π * דיאַמעטער (ד)
= 1000*30/3.14*200
= 47.77 רפּם
די גאַנץ פּראָדוקציע ציקל צייט וועט זיין(ה) = ל * נומער פון פּאַסיז / ו * ן = 224 * 5 / (3 * 47.77) = 7.81 מינוט
3. קנק דרילינג
CNC דרילינג ינוואַלווז די שאַפונג פון קייַלעכיק האָלעס אין די סטיישאַנערי וואָרקפּיעסע מיט אַ ראָוטייטינג געצייַג.די ציקל צייט פון דרילינג רעפערס צו די צייט צו שאַפֿן איין אָדער מער האָלעס, וואָס דעפּענדס אויף די מאַשינינג געצייַג, קאָרמען קורס און ספּינדאַל גיכקייַט.
דרילינג ציקל צייט (ה) = (יד * איך) / פ * וו
וואו,
i= נומער פון האָלעס
Id= דרילינג טיפקייַט (מם)
v= שפּינדל גיכקייַט (/מין)
f= קאָרמען קורס (מם / רעוו)
נאָך צוגאַנג פון קאַלקולאַטיאָן
עס איז אן אנדער סטרייטפאָרווערד וועג צו אָפּשאַצן די פּראָדוקציע ציקל צייט אין CNC מאַשינינג.עס קענען זיין קאַלקיאַלייטיד דורך דיוויידינג די צייט ינוועסטאַד דורך די גאַנץ נומער פון טיילן אָדער פּראָדוקטן געשאפן(ווערמאַ, 2022).
ציקל צייט (ה) = גאַנץ צייט / נומער פון פּראָדוסעד טיילן אָדער פּראָדוקטן
פֿאַר בייַשפּיל, אויב אַ קנק מאַשינינג סעטאַפּ געמאכט 12 יידעניקאַל ברעקלעך אין איין שעה, די ציקל צייט פֿאַר איין טייל איז 5 מינוט.
ציקל צייט = 1 שעה / 12 טיילן = 60 מינוט / 12 טיילן = 5 מינוט / טייל
רידוסינג די ציקל צייט
ווי די פּראָדוקציע ציקל צייט איז פֿאַרבונדן מיט די פירן צייט און קוילעלדיק פּרייַז פון CNC מאַשינינג פּראַדזשעקס, עס ריקווייערז רידוסינג די ציקל צייט צו אַפּטאַמייז די קוילעלדיק פּרייַז פון פּאַרץ און סוף פּראָדוקטן צו קאָנקורירן אין די מאַרק.(א. וועטריוועל, 2018).אפילו ווען די CNC מאַשינינג פּראָצעס האט ריטשט אַ שטאַט פון פעסטקייַט, עס קען נאָך זיין עטלעכע סיבות וואָס ווירקן די ציקל צייט.דעריבער, קאַנטראָולינג די וועריאַביליטי פון אַ CNC מאַשינינג אָפּעראַציע איז יקערדיק פֿאַר פאַרגיכערן דעם פּראָצעס.
s
כאָטש עס איז אמת אַז קאַטינג ציקל צייט לאָווערס קאָס און פירן צייט, עס קען זיין עטלעכע סיטואַטיאָנס ווען פּושינג ציקל צייט איז נישט גלייַך רעכט צו ויסריכט און אַפּעריישאַנאַל קאַנסטריינץ.אין דערצו, לאָוערינג די ציקל צייט אונטער די אַנדיזייראַבאַל שיעור אויך אַפעקץ די פאַנגקשאַנאַליטי פון טיילן.זאל ס נעמען אַ נעענטער קוק אין עטלעכע פיליק פֿירלייגן פֿאַר רידוסינג די פּראָדוקציע ציקל צייט.
1. אָפּטימיזאַטיאָן פון אַרבעט קראָם אויסלייג
סימיאַליישאַן פון מאַשין אויסלייג אויף אַ קאָמפּיוטער
די קאָמפּליצירט אויסלייג פון CNC מאַשינינג קאַנטריביוץ צו די מאַשינינג צייט ווייַל פון ומנייטיק ווארטן אָדער דורכפאָר צייט.אויב די פּראָדוקציע סעלז זענען נאָענט, זיי וועלן רעדוצירן די ציקל צייט און מאַכן עס גרינג צו יבערגאַנג פון איין אָפּעראַציע צו אנדערן.אפילו אַ ביסל סעקונדעס קענען פאַרקירצן פּראָדוקציע צייט און פאַרגרעסערן מאַשינינג פּראָודאַקטיוויטי.
דעריבער, איר דאַרפֿן צו פאַרריכטן די אויסלייג לויט די בנימצא פּלאַץ, די צושטאַנד פון די רוי מאַטעריאַלס און די מאַשינינג אַפּעריישאַנז ינוואַלווד.אין אַדישאַן, עס איז אַן אָפּציע פֿאַר קאָמפּיוטער סימיאַליישאַן צו געפֿינען די בעסטער מעגלעך אויסלייג, וואָס מינאַמייזאַז פּראָדוקציע צייט דורך ימפּרוווינג וואָרקפלאָוו.
2. יקספּיריאַנסט אָפּערייטערז
די פּראָודאַקטיוויטי פון CNC מאַשינינג אויך דעפּענדס אויף די בקיעס פון דער אָפּעראַטאָר.עקספּערט אָפּערייטערז קענען לייכט מאַכנ די פראבלעמען וואָס שטייען בעשאַס אָפּעראַציע און וועלן קוקן פֿאַר קעסיידערדיק פֿאַרבעסערונג פּראַסעסאַז.ניצן בערייש מענטש רעסורסן אין פּראָדוקציע וועט ביישטייערן צו די לאָוערינג פון ציקל צייט.
דעריבער, מינאַמייזינג ציקל צייט אין קיין CNC מאַשינינג פּרויעקט ריקווייערז יקספּיריאַנסט אָפּערייטערז מיט אַנאַליטיקאַל אַבילאַטיז.
3. אָפּטימיזאַטיאָן פון 3 ד מאָדעל
CNC מאַשינינג קענען מאַכן קאָמפּלעקס דזשיאַמאַטריעס מיט אַ הויך גראַד פון דימענשאַנאַל אַקיעראַסי.אָבער, די קאַמפּלעקסיטי ינקריסיז די ציקל צייט.אויב דער דיזיינער קריייץ אַ פּלאַן ווי מעגלעך אָן דיסטורבינג די פארלאנגט פֿעיִקייטן און פאַנגקשאַנאַליטי, די צייט וועט זיין רידוסט באטייטיק.קאָמפּלעקס פּלאַן ריקווייערז אַ קאָמפּליצירט און אָפט מכשירים צו פאַרענדיקן די אַרבעט.
אַזוי, עס איז בעסטער צו באַזייַטיקן ומנייטיק קאַמפּלעקסיטי פון די פּלאַן און פאַרריכטן די בעסטער מאַשינינג סיקוואַנס פֿאַר אַ קירצער ציקל צייט.אַדדיטיאָנאַללי, מיר מיטאַרבעטן ענג מיט די דעוועלאָפּערס צו פאַרריכטן די ידעאַל פּלאַן צו דערגרייכן די פאַסטאַסט פּראָדוקציע ציקל צייט.
4. פּראָדוקציע אָטאַמיישאַן
די אָטאַמייטיד פּראָצעס איז שטענדיק מער עפעקטיוו און קוויקער ווי מאַנואַל מי.איר קענען עלימינירן ווי פיל מענטש אַרבעט ווי מעגלעך.ציקל צייט רעדוקציע איז מעגלעך מיט הויך-גיכקייַט קנק מאשינען און אַוואַנסירטע קאַם ווייכווארג אַזאַ ווי האַרט קאַם(א. וועטריוועל, 2018)
אָטאַמיישאַן פּראַסעסאַז זענען מער פּרידיקטאַבאַל און העלפֿן צו באַקומען ריכטיק ציקל צייט מיט קעסיידערדיק פֿאַרבעסערונג.ווען איר אָטאַמייט די מאַנופאַקטורינג פּראָצעס, די מאַשינערי בלייבט סטיישאַנערי און אָפּטימיזעס די ציקל צייט פון יעדער CNC מאַשינינג אָפּעראַציע.אָבער, דער אָטאַמיישאַן פּראָצעס דאַרף אַ באַטייטיק ערשט ינוועסמאַנט, אָבער עס קען זיין וווילטויק אין די לאַנג לויפן.
5. אָפּטימיזירן די פאָרשטעלונג פון מאַשינערי
יבעריק באַהיצונג, ווייבריישאַן און ינטרינסיק ריסטריקשאַנז זענען עטלעכע קאַנסטריינץ פון קנק מאשינען און אנדערע מאַנופאַקטורינג מאַשינערי.די וועריאַבאַלז רעדוצירן פּראָדוקציע פאָרשטעלונג און ביישטייערן צו אַ מער ציקל צייט.
צו ויסמיידן די קאַנסערנז, מאַניאַפאַקטשערערז זאָל פּרייאָראַטייז אָפט דורכקוק, פּעריאָדיש וישאַלט, ריסטאַקינג, קאַלאַבריישאַן און אנדערע אַקשאַנז.
מסקנא
אין CNC מאַשינינג אַפּעריישאַנז, די פּראָדוקציע ציקל צייט קענען זיין עסטימאַטעד מיט אַ פּשוט פאָרמולע מיט מאַשינינג לענג, קאָרמען קורס, מאַשינינג גיכקייַט און אנדערע וועריאַבאַלז.עס קען זיין אַ ביסל געביטן באזירט אויף די באַזונדער CNC אָפּעראַציע, אַזאַ ווי מילינג, טורנינג און דרילינג.ווייַל ציקל צייט איז ינעקסטריקאַבלי לינגקט צו די פּרייַז און פירן צייט פון קיין CNC מאַשינינג פּרויעקט, אָפּטימיזינג ציקל צייט מוסיף צו גאַנץ פּרייַז רעדוקציע.עס זענען פאַרשידן אַפּראָוטשיז צו רידוסינג ציקל צייט, אַזאַ ווי אָטאַמיישאַן, אָפט וישאַלט, טריינד אָפּערייטערז און פילע אנדערע.כאָטש ציקל צייט קענען זיין קאַמפּיוטאַד מיט עטלעכע מאַשינינג וועריאַבאַלז, אנדערע סיבות ווירקן די פּינטלעך רעזולטאַט, אַזאַ ווי מענטש מי, ווייבריישאַן, יבעריק היץ און אָפּעראַטאָר עקספּערטיז.
עטלעכע סיבות מוזן זיין קאַנסידערד צו פֿאַרבעסערן ציקל צייט פֿאַר פּרייַז רעדוקציע, און ProleanHub קען זיין די שליימעסדיק קאָואַפּערייטינג שוטעף פֿאַר דיין CNC מאַשינינג פּרויעקט.מיר פאָרשלאָגן פאַכמאַן קנק מאַשינינג באַדינונגס מיט 50+ מאַטעריאַל אָפּציעס פֿאַר פאַרשידן טאַסקס.אונדזער מאַנופאַקטורינג עקספּערץ מיטאַרבעטן ענג מיט דעוועלאָפּערס צו אַפּטאַמייז ציקל צייט פֿאַר ויסגעצייכנט רעזולטאַטן צו אַ נידעריקער פּרייַז.
FAQ ס
וואָס איז די וויכטיקייט פון פּראָדוקציע ציקל צייט אין CNC מאַשינינג?
די צייט וואָס איז פארלאנגט צו פאַרענדיקן איין אָדער מער CNC מאַשינינג טאַסקס איז ריפערד צו ווי די פּראָדוקציע ציקל צייט.זינט מער צייט יקוואַלז מער פּרייַז, עס איז קריטיש צו נידעריקער די גאַנץ קאָס און פירן צייט פון פּאַרץ אָדער סוף פּראָדוקט.
וואָס זענען די נייטיק וועריאַבאַלז צו רעכענען די ציקל צייט?
ציקל צייט איז קאַלקיאַלייטיד מיט מאַשינינג לענג, גיכקייַט, קאָרמען קורס, רעוואַלושאַנז פּער מינוט און אנדערע סיבות.אָבער, די פארלאנגט אַרייַנשרייַב קען זיין אַנדערש פון איין מאַשינינג אָפּעראַציע צו דער ווייַטער.
ווי קענען די פּראָדוקציע ציקל צייט זיין רידוסט?
אָפּטימיזאַטיאָן פון 3 ד מאָדעלס, רעדוקציע פון מאַשינינג דאַונטיים, אָפּטימאַל מאַשינינג אויסלייג, אָטאַמיישאַן, עקספּערט אָפּערייטערז און רעגולער וישאַלט פון מאַשינערי אַלע ביישטייערן צו לאָוערינג פּראָדוקציע ציקל צייט.
קענען איך רעדוצירן די ציקל צייט ווי פיל?
ניין, עס זענען זיכער קאַנסטריינץ צו רידוסינג ציקל צייט.די אַרייַננעמען מאַשין קייפּאַבילאַטיז, מאַטעריאַל פּראָפּערטיעס, פארלאנגט קוואַליטעט און מענטש מי.
דערצו, רידוסינג די ציקל צייט אונטער די דיזייראַבאַל שיעור ימפּאַקץ די פליסנדיק מאַשינערי און די קוואַליטעט פון טיילן אָדער סוף פּראָדוקטן.
ביבליאגראפיע
1. יי וועטריוועל, אַאַ (2018).מאַנופאַקטורינג צייט און ציקל צייט רעדוקציע אין CNC מאַשין קראָם.אינטערנאַציאָנאַלער זשורנאַל פון פאָרשונג אין אינזשעניריע, וויסנשאַפֿט און פאַרוואַלטונג (IJRESM), 1-2.
2. אַפּאַראַט 5 מאַשינינג צייט קאַלקולאַטיאָן.(2012).איןפּראָצעס פּלאַנירונג & קאָסט אָפּשאַצונג(זייט 2-3).srividyaengg.
3. ווערמאַ, י (2022).פֿאַרשטיין TAKT צייט און ציקל צייט ווס פירן צייט.Simplilearn.com.
פּאָסטן צייט: דעצעמבער 09-2022