Parlatma İşlemi Açıklandı, Parçalarınızı Nasıl Parlatacağınızı Öğrenin
Okuma süresi: 4 dakika

ayna parlatma
Parlatmaya Genel Bakış
Parlatma, parlak, düz bir yüzey elde etmek için bir iş parçasının yüzey pürüzlülüğünü azaltmak için mekanik, kimyasal veya elektrokimyasal etki kullanan bir işleme yöntemidir.Genel olarak, bir iş parçasının yüzeyinde, genellikle işlemden önce yüzeyin çok kapsamlı bir şekilde temizlenmesinin ardından, parlatma araçları ve aşındırıcı parçacıklar veya diğer parlatma araçları kullanılarak yapılan bir bitirme işlemidir.Cilalı parçanın yüzeyi pürüzsüz ve hafif yansıtıcıdır.Parlatmanın nihai sonucu, yüzeyin daha iyi bir parlaklığı ve parlaklığıdır.İyi bir polisaj ile ayna gibi parlak bir yüzey de elde edilebilir.
Parlatma Nasıl Çalışır?
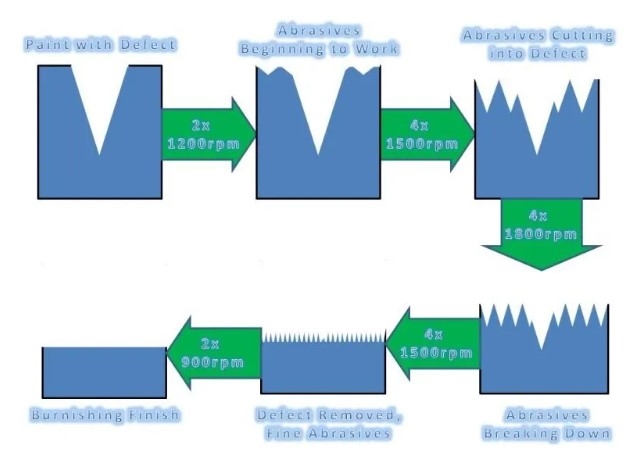
Parlatma, hafif bir aşındırıcı ürün kullanılarak parlatılan yüzeyden çok ince bir tabakanın çıkarılması işlemidir.Parlatma, parçanın yüzeyini parlak ve düz yapan çok ince bir tabakayı kaldırır.Yüzey kusuru, cilalama ile giderilebilecek olandan daha derinse, yüzey kusuru yine de görünür olacaktır, ancak kusurun kısmen giderilmesi kusuru daha az görünür yapacaktır.Örneğin, bir yüzey hatası 5 mikron kalınlığındaysa ve sadece 3 mikron cila ile giderilebiliyorsa, yine 2 mikron kalır.Kusur 3 mikron daha az derin olmasına ve daha az görünür olmasına rağmen yine de görülebilir.
Parlatmanın Faydaları
- Yüksek basınçlı gazları ve sıvıları sızdırmaz hale getirme yeteneği
- kozmetik kullanım
- Optik düzlük ölçüm cihazlarını kullanabilme
- Yüzey ve yüzey altı hasar miktarını azaltır
- Epitaksiyel işlemler veya biriktirilmiş malzemeler gerektiren yüzeyler için daha iyi tekdüzelik sağlar
- Kesici takımlarda daha keskin kenarlar üretir
Polisaj Çeşitleri
mekanik parlatma
Bu polisaj yöntemi, polisajlı dışbükey yüzeyin çıkartılarak düzgün bir yüzey elde etmek için malzeme yüzeyinin plastik deformasyona uğratılması veya kesilmesi esasına dayanır.Mekanik cilalamada genellikle aşındırıcı çubuklar, keçe çarklar ve zımpara kağıdı kullanılır ve çoğunlukla manueldir.Dönen gövde ve diğer özel parçalar, döner tablalar gibi yardımcı aletler kullanabilir ve yüksek yüzey kalitesi gereksinimleri için ultra hassas parlatma kullanılabilir.
Ultra hassas parlatma, iş parçasının işlenmiş yüzeyini aşındırıcılar içeren parlatma solüsyonunda presleyerek yüksek hızda döndürmek için özel aşındırıcılar kullanmaktır.Çeşitli polisaj yöntemleri arasında en iyisi olan bu teknik kullanılarak 0,008μm yüzey pürüzlülüğü elde edilebilmektedir.Bu yöntem genellikle optik lens kalıpları için kullanılır.
Avantajlar
Yüksek parlaklık
Daha iyi yüzey temizlenebilirliği
Daha yüksek estetik çekicilik
Azaltılmış ürün yapışması
Daha iyi yüzey kalitesi
Dezavantajları
Yüksek işçilik maliyeti
Karmaşık parça yapılarını işleyemez
Parlaklık tutarlı olabilir ve uzun sürmeyebilir
Korozyona duyarlı olabilir
Kimyasal parlatma
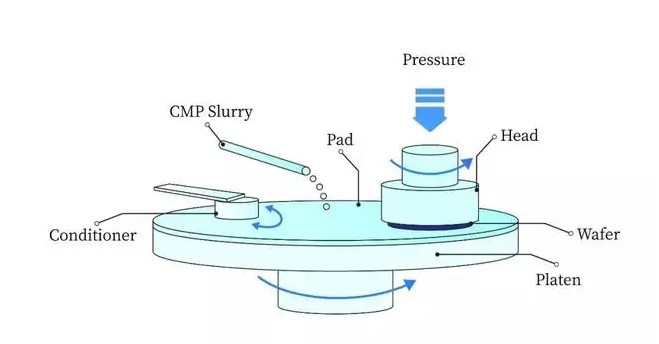
Kimyasal mekanik parlatma
Bu tip parlatma, malzeme yüzeyinin çıkıntılı kısımlarının tercihen kimyasal ortamda çözünmesi ve böylece kimyasal reaksiyon tamamlandıktan sonra iş parçasının yüzeyinin pürüzsüz hale getirilmesi ilkesini kullanır.Kimyasal cilalamanın özü, birkaç 10 μm'lik yüzey pürüzlülüğü elde edebilen cilalama solüsyonunun hazırlanmasıdır, ancak kimyasal cilalamanın doğrudan sonucu, mikro-pürüzlü parçaların düzleştirilmesi ve parlatılmasıdır.Aynı zamanda parçanın üst tabakasının paralel çözünmesine yol açar.
Kimyasal parlatmanın avantajları
Doğrudan manuel müdahale gerekmediğinden karmaşık şekilleri cilalama imkanı
Yüksek verim
Aynı anda birkaç parçayı cilalama imkanı
Ekipmana daha az yatırım
Parçanın yüzeyinde pasivasyon tabakası oluşmasına izin veren iyi korozyon direnci
Kimyasal cilalamanın dezavantajları
Düzensiz parlaklık
Isıl işlem yapmak zor
Gaz kolayca dökülür
Çevre dostu değildir, zararlı gazlar çıkarabilir
Parlatma solüsyonunun zor ayarlanması ve yenilenmesi
elektrolitik parlatma
Paslanmaz çelik elektrolitik parlatma
Elektrolitik cilalamanın temel prensibi kimyasal cilalama ile aynıdır, her ikisi de yüzeydeki küçük çıkıntıları çözmek ve pürüzsüz bir yüzey elde etmek için çözücü solüsyonu kullanır.Bununla birlikte, kimyasal parlatma ile karşılaştırıldığında, katodik reaksiyonun etkisi ortadan kaldırılabilir ve parlatma etkisi daha iyidir.Elektro-parlatma, metal iş parçalarından malzemeyi çıkarır, yüzey pürüzlülüğünü azaltır ve mikro tepeleri ve vadileri yumuşatarak yüzey kalitesini iyileştirir.Elektrokimyasal parlatma işlemi iki aşamaya ayrılabilir, ilk olarak, çözünme ürünlerinin elektrolit içine yayıldığı ve malzemenin yüzey pürüzlülüğünü> 1μm yerine azalttığı makro parlatma ve ardından yüzey parlaklığını artıran anodik polarizasyon olmak üzere iki adıma ayrılabilir.Ra<1μm.
Avantajlar
Daha uzun ömürlü parlaklık
İçte ve dışta tutarlı renk
Çok çeşitli malzemeler işlenebilir
Düşük maliyetli ve kısa çevrim süresi
Daha az kirlenmeyi teşvik eder
Yüksek korozyon direnci
Dezavantajları
Yüksek sabit yatırım
Karmaşık ön parlatma işlemi
Karmaşık parçalar için gerekli aletler ve yardımcı elektrotlar
Elektrolitin zayıf çok yönlülüğü
![]()
Parlatma genellikle imalattaki son süreçtir ve prototiplerin veya seri üretimin standartları karşılamasını sağlamanın anahtarlarından biridir.Hassas ve kaliteli polisaj ile parça yüzeyinin parlak ve düz olması müşterilerimiz için son derece önemlidir.bizim kontrol edebilirsinizyüzey işleme hizmetleridaha fazla bilgi için.
Prolean Tech'in yüzey kaplama hizmetleri, parçalar için standart ve popüler kaplamalar sunar.CNC makinelerimiz ve diğer yüzey bitirme teknolojilerimiz, her tür parça için sıkı toleranslar ve yüksek kaliteli, düzgün yüzeyler elde etme yeteneğine sahiptir.BasitçeCAD dosyanızı yükleyinİlgili hizmetlerle ilgili hızlı, ücretsiz fiyat teklifi ve danışmanlık için.
Gönderim zamanı: 26 Nisan 2022