Оештыру процессы аңлатылды, өлешләрегезне балкытырга өйрәнегез
Укырга вакыт: 4мин

Көзге бизәү
Оештыру турында гомуми күзәтү
Оештыру - эшкәртү ысулы, механик, химик яки электрохимик хәрәкәт куллана, якты, яссы өслек алу өчен эш кисәгенең тупаслыгын киметү өчен.Гомумән алганда, бу эш кисәге өстендә бизәү кораллары һәм абразив кисәкчәләр яки бүтән бизәү чаралары ярдәмендә бетү процессы, гадәттә процесс алдыннан өслекне бик яхшы чистарту.Чистартылган өлешнең өслеге шома һәм бераз чагылдырылган.Оештыруның соңгы нәтиҗәсе - яхшыртылган ялтыравык һәм яктылык.Көзгегә охшаган ялтыравыклы өслекне дә яхшы бизәү белән алырга мөмкин.
Оештыру ничек эшли?
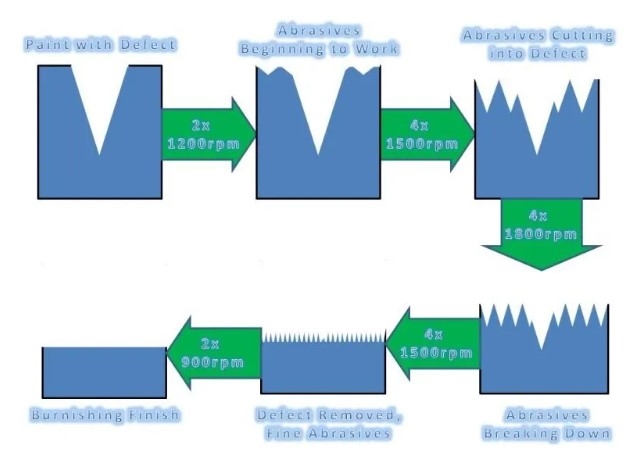
Оештыру - җиңел абразив продукт ярдәмендә чистартылган өслектән бик нечкә катламны чыгару.Оештыру бик нечкә катламны бетерә, бу өлешнең өслеген ялтыравыклы һәм яссы итә.Әгәр дә өслек җитешсезлеге полировка белән бетерелә торганнан тирәнрәк булса, өслек җитешсезлеге әле дә күренеп торачак, гәрчә кимчелекне өлешчә бетерү аны азрак күрер.Мәсәлән, өслек җитешсезлеге 5 микрон калынлыкта булса һәм 3 микрон гына полировка белән чыгарылса, әле 2 микрон калачак.Кимчелек 3 микрон тирәнрәк булса да, аз күренсә дә, ул әле күренергә мөмкин.
Оештыруның өстенлекләре
- Pressureгары басымлы газларны һәм сыеклыкларны мөһерли белү
- Косметик куллану
- Оптик яссылыкны үлчәү коралларын куллана белү
- Surfaceир өсте һәм җир өстендәге зыян күләмен киметә
- Эпитаксиаль процесслар яки урнаштырылган материаллар таләп иткән өслекләр өчен яхшырак бердәмлек тәэмин итә
- Кисү коралларында кискен кырлар җитештерә
Оештыру төрләре
Механик бизәү
Бу бизәү ысулы пластик деформациягә яки чистартылган конвекс өслеген чыгарып шома өслек алу өчен материал өслеген кисүгә нигезләнгән.Механик бизәү гадәттә абразив таякларны, тәгәрмәч тәгәрмәчләрен, сандугач куллана, һәм нигездә кул белән эшләнә.Әйләнүче тән һәм бүтән махсус өлешләр әйләндергеч өстәл кебек ярдәмче коралларны куллана ала, һәм югары сыйфатлы таләпләр өчен ультра төгәллек белән бизәү кулланыла ала.
Ультра төгәллек белән бизәү - махсус абразив куллану, эш кисәгенең эшкәртелгән өслеген тиз тизлектә әйләндерү өчен, абразив булган полировка эремәсенә басып.0.008μm өслек тупаслыгына бу техниканы кулланып ирешеп була, бу төрле бизәү ысуллары арасында иң яхшысы.Бу ысул еш оптик линза формалары өчен кулланыла.
Уңай яклары
Brightгары яктылык
Яхшырак өслек чисталыгы
Higherгары эстетик зәвык
Продукциянең ябышуы кимү
Яхшырак өслек бетү
Кимчелекләр
Laborгары хезмәт бәясе
Катлаулы өлеш структураларын эшкәртә алмый
Якты эзлекле булырга мөмкин һәм озак дәвам итмәскә мөмкин
Коррозиягә бирелергә мөмкин
Химик бизәү
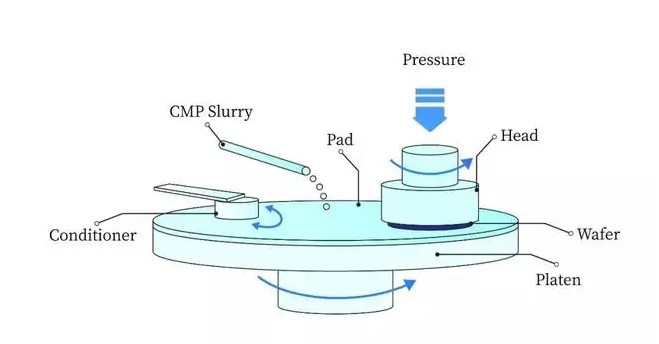
Химик механик бизәү
Бу төр полировка принцибын куллана, материал өслегенең озын өлешләре химик шартларда эретелә, шулай итеп химик реакция беткәч эш кисәгенең өслеге шома була.Химик полировкаларның асылы - 10 мм озынлыктагы тупаслыкка ирешә алырлык полировка эремәсе әзерләү, ләкин химик полировкаларның туры нәтиҗәсе - микро-тупас өлешләрне шомарту һәм полировкалау.Бу шулай ук өлешнең өске катламының параллель таркалуына китерә.
Химик полировкаларның өстенлекләре
Катлаулы формаларны чистарту мөмкинлеге, чөнки турыдан-туры кул белән катнашу таләп ителми
Efficiencyгары эффективлык
Берьюлы берничә өлешне чистарту мөмкинлеге
Equipmentиһазларга инвестицияләр кимү
Яхшы коррозиягә каршы тору, өлеш өслегендә пассивация катламы формалаштырырга мөмкинлек бирә
Химик полировкаларның кимчелекләре
Тигез булмаган яктылык
Heatылылык белән эшкәртү авыр
Газ җиңел агып чыга
Экологик яктан чиста түгел, зарарлы газлар чыгарырга мөмкин
Катлаулы көйләү һәм полировка эремәсен яңарту
Электролитик бизәү
Датсыз корыч электролитик полировка
Электролитик полировкаларның төп принцибы химик полировка белән бертигез, икесе дә эретүче эремәне кулланалар, кечкенә өслекләрне эретеп, шома өслек алалар.Ләкин, химик полировка белән чагыштырганда, катодик реакциянең эффекты бетерелергә һәм полировка эффекты яхшырак.Электрополизация металл эшләнмәләреннән материалны бетерә, өслекнең тупаслыгын киметә һәм микро биеклекләрне һәм үзәннәрне тигезләп өслекнең бетүен яхшырта.Электрохимик полировка процессын ике этапка бүлеп була, беренчедән, макро полировка, анда эретү продуктлары электролитка таралалар, материаль өслекнең тупаслыгы кими, киресенчә> 1μм, аннары анодик поляризация, өслекнең яктылыгын арттыралар.Ра <1μм.
Уңай яклары
Озынрак яктылык
Эчтә дә, тышта даими төс
Материалларның киң ассортименты эшкәртелергә мөмкин
Арзан бәя һәм кыска цикл вакыты
Азрак пычратырга этәрә
Corrгары коррозиягә каршы тору
Кимчелекләр
Fixedгары тотрыклы инвестицияләр
Алдан чистарту процессы
Катлаулы өлешләр өчен кирәкле кораллар һәм ярдәмче электродлар
Электролитның начар күпкырлылыгы
![]()
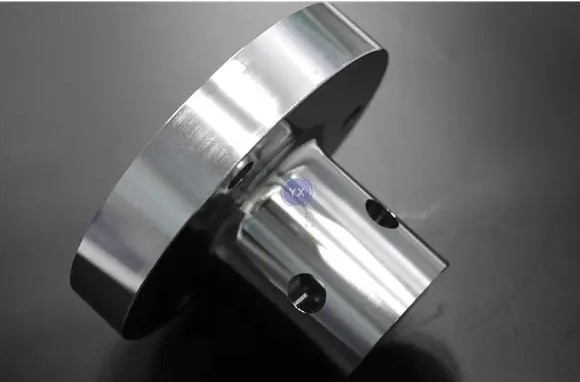
Оештыру, гадәттә, җитештерүнең соңгы процессы һәм прототипларның яки массакүләм җитештерүнең стандартларга туры килүен тәэмин итү өчен ачкычларның берсе.Клиентларыбыз өчен өлешнең өслеге төгәл һәм югары сыйфатлы бизәү аша якты һәм яссы булуы бик мөһим.Сез безнең белән таныша аласызөстән эшкәртү хезмәтләрекүбрәк мәгълүмат алу өчен.
Prolean Tech өслеген бизәү хезмәтләре детальләр өчен стандарт һәм популяр бизәкләр тәкъдим итә.Безнең CNC машиналары һәм бүтән бетү технологияләре каты толерантлыкка һәм барлык төр өлешләр өчен югары сыйфатлы, бердәм өслекләргә ирешә ала.Гади генәCAD файлыңны йөкләбәйләнешле хезмәтләр турында тиз, бушлай цитата һәм консультация өчен.
Пост вакыты: 26-2022 апрель