ProLeanHub. Geschätzte Lesezeit: 5 Minuten, 17 Sekunden

Was ist Blechbiegen?
Blechbiegegeräte
Arten des Blechbiegens
Blechbiegezugabe und Berechnungstechniken
1 Was ist Blechbiegen?
Das Biegen ist eine Form der Verformung und einer der drei Hauptprozesse in der Blechherstellung;die anderen beiden schneiden und fügen.Der Blechbiegeprozess ist der Prozess, bei dem Blech mithilfe von Druckgeräten und Spezialwerkzeugen in drei Dimensionen geformt wird.Aufgrund des unterschiedlichen Materials, Dicke, Länge und Breite der Bleche sowie der unterschiedlichen Formen und Winkel der Umformung sind die Tonnen und Größen der Druckgeräte-Biegemaschinen unterschiedlich, ebenso die Höhe, Form und V- Amplitudengröße der oberen und unteren Stempel und ihre speziellen Stempelformen sind unterschiedlich.Wird normalerweise verwendet, um flache Blechteile in V-Form, U-Form oder Schlitz zu biegen.
2 Blechbiegegeräte
Das wichtigste Blechbiegegerät ist die Bremse, die es in verschiedenen Ausführungen gibt.
- A Gabelbremseist eine einfache Biegemaschine – und die am weitesten verbreitete Bremse in der Fertigung – die ein Blech auf eine flache Oberfläche klemmt und dann durch die Bewegung einer beweglichen Biegeklinge Kraft aufwendet, um gerade Biegungen oder einfache Falze herzustellen.
- Eine Biegemaschineist eine Art Biegemaschine, die einen beweglichen Stempel und entsprechende Matrizen verwendet.Bei diesem Vorgang wird das Blech auf die Matrize gelegt und der Stempel wird gezwungen, sich in das Metall zu bewegen und es in die Matrize zu drücken.Abhängig von der Form des Werkzeugs können Biegemaschinen verwendet werden, um V-Bögen, U-Bögen und andere Formen herzustellen.
- Kastenbremsen(auch bekannt als Fingerbremsen) sind eine andere Art von Biegemaschine, die eine Reihe von Metall-„Fingern“ verwendet, um mehrere benutzerdefinierte Biegungen herzustellen.Wie der Name schon sagt, werden Kistenbremsen normalerweise verwendet, um Kisten mit benutzerdefinierten Größen herzustellen.
- Eine Stangenfalzmaschineist eine kleine und einfache Biegemaschine mit einem Griff, der ein Blech greift und es in einer einzigen Bewegung biegt.
3 Arten des Blechbiegens
Es gibt verschiedene Arten des Blechbiegens, die verwendet werden, um unterschiedliche Biegungen auf unterschiedliche Weise zu erreichen.Drei dieser Biegeverfahren (Luftbiegen, Bodenbiegen und Prägen) Die Blechbiegeverfahren sind insofern ähnlich, als ihr Endziel darin besteht, die Blechstruktur in die gewünschte Form zu bringen.Sie unterscheiden sich jedoch in ihrer Funktionsweise.Um zu verstehen, wie man Bleche biegt, muss man die Faktoren wie Materialstärke, Biegeabmessungen, Blechbiegeradius und Verwendungszweck kennen, die das Verfahren bestimmen.
1) Luftbiegen
Luftbiegen ist ein Biegebiegeverfahren, bei dem der Stempel das Blech in die Matrize drückt, aber nicht so weit, dass es die Wände der Matrize berührt.
Diese Methode ist nicht so genau wie die anderen, aber sie ist sehr flexibel: Sie kann verwendet werden, um V-, U- und andere Formen von Biegungen herzustellen.Das liegt unter anderem daran, dass die Werkzeuggeometrie nicht exakt der gewünschten Blechbiegung entsprechen muss, da kein Kontakt zwischen den beiden Flächen besteht.
2) Bodenbildung
Bottoming ist eine weitere Methode zum Biegen von Biegungen.Beim Unterbiegen drückt der Stempel das Blech vollständig in die Matrize, wodurch eine Biegung entsteht, die der Geometrie innerhalb der Matrize entspricht.Es wird verwendet, um V-förmige Biegungen herzustellen.
3) Prägen
Das Prägen ist eine teurere Art des Biegens, bei der der Stempel mit größerer Kraft in das Blech und die Matrize abgesenkt wird, was zu einer bleibenden Verformung mit geringer Rückfederung führt.
4) Falten
Das Falten kann auf Maschinen wie Giebelbremsen oder Stangenfaltmaschinen durchgeführt werden.Das Blech wird festgeklemmt, bevor der Spannbalken angehoben wird, um das Blech um das Profil zu biegen.Das Falten erzielt eine V-förmige Biegung und ermöglicht positive oder negative Biegewinkel.
5) Wischen
Wischen (oder Kantenbiegen oder Wischbiegen) ist ein weiteres Biegeverfahren, das bei Maschinen wie Giebelbremsen und Stahlbiegemaschinen (in einigen Fällen Biegemaschinen) angewendet wird.Es ist schneller als das Falten, kann jedoch mehr Schäden an der Blechoberfläche verursachen.
6) Rotationsbiegen
Aufgrund der verwendeten Maschinen ist das Rollbiegen das wohl einzigartigste Blechbiegeverfahren.Das Rollbiegesystem verfügt über drei zylindrische Rollen, die das Blech in eine gebogene Form biegen, sodass es zur Herstellung von Rohren, Schläuchen und anderen runden Teilen verwendet werden kann.
7) Joggle-Biegen
Joggle-Biegen (manchmal auch Dimple-Biegen genannt) ist eine Methode zum Biegen unter Verwendung einer Biegemaschine, die sich einem glatten Biegen annähert (wie das durch Rollbiegen erzeugte).Durch Ausführen mehrerer kleiner V-förmiger Biegungen nacheinander kann Joggle-Biegen Biegungen erzeugen, die wie Kurven aussehen.
4Blechbiegezugabe und Berechnungstechniken
1) Blechbiegezuschlag
Wenn ein Blech gebogen wird, wird die Außenseite der Biegung gedehnt und daher ändern sich ihre Abmessungen.Dies bedeutet beispielsweise, dass die Gesamtlänge der beiden Schenkel eines V-Bogens länger ist als die ursprüngliche Länge des Blechs.
Wenn sich also die Abmessungen ändern, wie konstruieren wir ein Teil genau, um sicherzustellen, dass es mit den anderen Komponenten zusammenpasst?Wie entscheiden wir, wie lang das flache Blech sein muss?Um die Maßänderung auszugleichen, müssen wir das Biegeaufmaß berücksichtigen: die Differenz zwischen der Länge des abgewickelten Blechs und der Summe der Längen der einzelnen Schenkel des fertig gebogenen Teils.
2) Formel zur Berechnung der Blechabwicklung
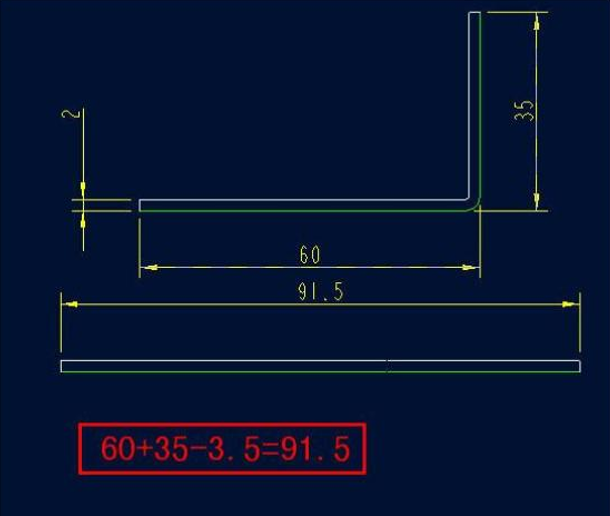
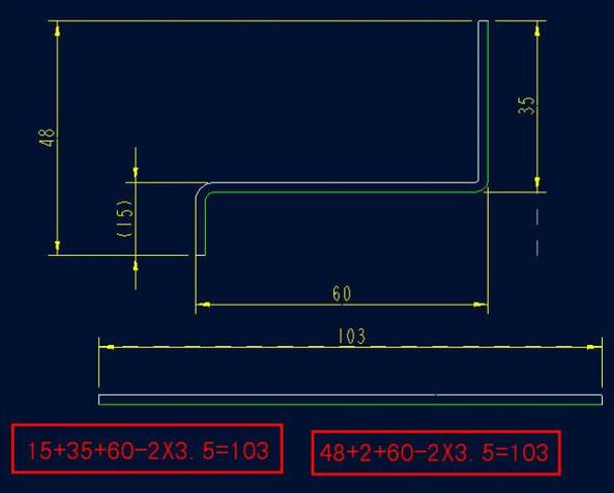
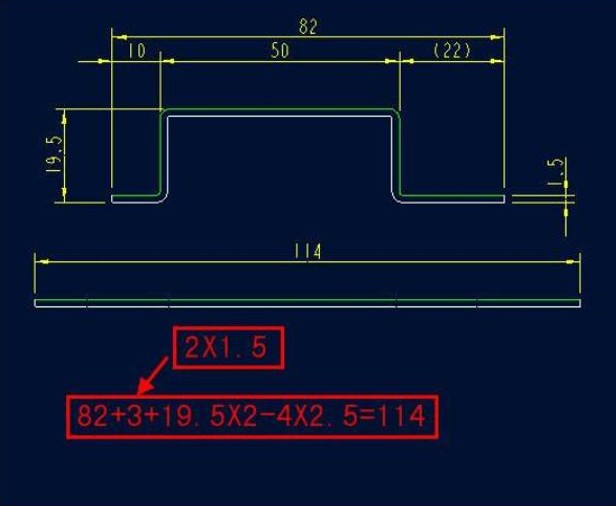
Biegezugabe.Eine geformte Blechbiegung hat drei Dimensionen: zwei Konturdimensionen und eine Dickendimension, und die zwei Konturdimensionen sind als L1 und L2 definiert, und die Dickendimension ist T. L1 + L2 muss größer als die ungefaltete Länge L sein Der Unterschied zwischen ihnen ist die Biegezugabe, definiert als K. Dann ist das abgewickelte Maß einer Biegung L=L1+L2-K.Der K-Wert einer allgemeinen kaltgewalzten Stahlplatte (Bedingung: 90-Grad-Biegung, Standard-Biegewerkzeug)
T = 1,0 K = 1,8
T = 1,2 K = 2,1
T = 1,5 K = 2,5
T = 2,0 K = 3,5
T = 2,5 K = 4,3
T = 3,0 K = 5,0
T = 3,5 K = 6,05
T = 4,5 K = 7,0
T = 5,0 K = 8,5
Beispiel 1
Beispiel 2
Beispiel 3
Blechbiegen mit PROLEAN'TECHNOLOGY.
Wir bei PROLEAN TECH sind begeistert von unserem Unternehmen und den Dienstleistungen, die wir unseren Kunden bieten.Aus diesem Grund investieren wir stark in die neuesten Fortschritte unserer Technologie und stellen Ihnen engagierte Ingenieure zur Verfügung.Kontaktieren Sie uns kostenloszitieren.
![]()
Die Vision von Prolean ist es, ein führender Lösungsanbieter für On-Demand-Fertigung zu werden.Wir arbeiten hart daran, die Fertigung vom Prototyping bis zur Produktion einfach, schnell und kostensparend zu gestalten.
Postzeit: 24. März 2022