ProLeanHub। अनुमानित पढ्ने समय: 5 मिनेट, 17 सेकेन्ड

पाना धातु झुकाउने के हो?
पाना धातु झुकाउने उपकरण
पाना धातु झुकाउने को प्रकार
पाना धातु झुकाउने भत्ता र गणना प्रविधिहरू
1 पाना धातु झुकाउने के हो?
झुकाव विरूपण को रूप हो र पाना धातु निर्माण मा तीन मुख्य प्रक्रियाहरु मध्ये एक हो;अन्य दुई काटिरहेका छन् र जोडिएका छन्।शीट मेटल फेब्रिकेसन झुकाउने प्रक्रिया दबाब उपकरण र विशेष डाइ प्रयोग गरेर तीन आयामहरूमा पाना धातुलाई आकार दिने प्रक्रिया हो।शीट मेटलको विभिन्न सामग्री, मोटाई, लम्बाइ र चौडाइका साथै विभिन्न आकार र कोणको कारणले गर्दा, दबाब उपकरण झुकाउने मेसिनहरूको टन र आकारहरू फरक हुन्छन्, साथै उचाइ, आकार र V- माथिल्लो र तल्लो डाईहरूको आयाम आकार, र तिनीहरूको विशेष डाइ आकारहरू फरक छन्।सामान्यतया फ्ल्याट शीट धातुका भागहरूलाई V-आकारको, U-आकारको वा स्लटेडमा बदल्न प्रयोग गरिन्छ।
२ पाना धातु झुकाउने उपकरण
सबैभन्दा महत्त्वपूर्ण पाना धातु झुकाउने उपकरण ब्रेक हो, जुन धेरै फरक रूपहरूमा आउँछ।
- A गेबल ब्रेकएक साधारण झुकाउने मेसिन हो - र निर्माणमा सबैभन्दा व्यापक रूपमा प्रयोग हुने ब्रेक - जसले धातुको पानालाई समतल सतहमा क्ल्याम्प गर्दछ र त्यसपछि सीधा झुकाव वा साधारण क्रिजहरू बनाउन चलाउन मिल्ने झुकाउने ब्लेडको आन्दोलन मार्फत बल प्रयोग गर्दछ।
- झुकाउने मेसिनझुकाउने मेसिनको एक प्रकार हो जसले मुभिङ पञ्च र सोही डाइज प्रयोग गर्दछ।यस प्रक्रियामा, पाना धातुलाई डाइमा राखिन्छ र पंचलाई धातुमा सार्न बाध्य पारिन्छ, यसलाई जबरजस्ती डाइमा लगाइन्छ।डाइको आकारमा निर्भर गर्दै, झुकाउने मेसिनहरू V-bends, U-bends र अन्य आकारहरू सिर्जना गर्न प्रयोग गर्न सकिन्छ।
- बक्स ब्रेकहरू(फिंगर ब्रेकको रूपमा पनि चिनिन्छ) अर्को प्रकारको झुकाउने मेसिन हो जसले धेरै अनुकूलन मोडहरू बनाउन धातु "औँलाहरू" को पङ्क्ति प्रयोग गर्दछ।नामको रूपमा, बक्स ब्रेकहरू सामान्यतया अनुकूलन आकारको बक्सहरू बनाउन प्रयोग गरिन्छ।
- एक बार फोल्डिंग मेसिनह्यान्डल भएको सानो र साधारण झुकाउने मेसिन हो जसले धातुको पाना समातेर एकै गतिमा झुकाउँछ।
पाना धातु झुकाउने 3 प्रकार
त्यहाँ विभिन्न प्रकारका पाना धातु झुकाउने विभिन्न तरिकामा विभिन्न मोडहरू प्राप्त गर्न प्रयोग गरिन्छ।यी तीनवटा झुकाउने विधिहरू (एयर बेन्डिङ, बटमिङ र कोइनिङ) पाना धातु झुकाउने विधिहरू समान छन् कि तिनीहरूको अन्तिम लक्ष्य पाना धातु संरचनालाई इच्छित फारममा रूपान्तरण गर्नु हो।यद्यपि, तिनीहरूको सञ्चालनमा फरक छ।शीट मेटल कसरी झुकाउने भन्ने कुरा बुझ्नको लागि सामग्रीको मोटाई, झुकाउने आयाम, शीट मेटल झुकाउने त्रिज्या र विधि निर्धारण गर्ने उद्देश्यले प्रयोग जस्ता कारकहरूको बुझाइ आवश्यक छ।
1) एयर झुकाउने
एयर बेन्डिङ एक झुकाउने मोड हो जसमा पंचले शीट मेटललाई डाइमा थिच्दछ, तर यति टाढा छैन कि यसले डाइको पर्खालहरूलाई छुन्छ।
यो विधि अरूहरू जस्तै सही छैन, तर यो धेरै लचिलो छ: यसलाई V, U र अन्य आकारहरूको झुण्डहरू बनाउन प्रयोग गर्न सकिन्छ।यो आंशिक रूपमा हो किनभने डाइ ज्यामितिले वांछित शीट मेटल बेन्डसँग ठ्याक्कै अनुरूप हुन आवश्यक छैन, किनकि त्यहाँ दुई सतहहरू बीच कुनै सम्पर्क छैन।
2) तल्लो भाग
बटमिङ झुकाउने अर्को तरिका हो।अन्डरब्यान्डिङको समयमा, पंचले शीट मेटललाई पूर्ण रूपमा डाइमा थिच्छ, जसले डाइ भित्र ज्यामितिसँग मेल खान्छ।यो V आकारको झुकाव बनाउन प्रयोग गरिन्छ।
3) सिक्का
कोइनिङ एक महँगो प्रकारको बेन्डिङ बेन्ड हो जसमा पञ्चलाई पाना धातु र डाईमा बढी बलको साथ घटाइन्छ, जसले गर्दा सानो स्प्रिङब्याकको साथ स्थायी विकृति हुन्छ।
4) तह
फोल्डिङ मेसिनहरूमा प्रदर्शन गर्न सकिन्छ जस्तै गेबल ब्रेक वा रड फोल्डिङ मिसिनहरू।प्रोफाइलको वरिपरि धातु झुकाउन क्ल्याम्पिङ बीम उठाउनु अघि शीट मेटललाई ठाउँमा क्ल्याम्प गरिएको छ।फोल्डिङले V-आकारको बन्ड प्राप्त गर्दछ र सकारात्मक वा नकारात्मक झुकाउने कोणहरूको लागि अनुमति दिन्छ।
5) पुस्दै
वाइपिङ (वा एज बेन्डिङ वा वाइप-बेन्डिङ) मेसिनरीमा लागू हुने अर्को झुकाउने विधि हो जस्तै गेबल ब्रेक र स्टिल फोल्डिङ मेसिनहरू (केही अवस्थामा बेन्डिङ मेसिनहरू)।यो फोल्डिंग भन्दा छिटो छ, तर पाना धातु सतहमा थप क्षति हुन सक्छ।
6) रोटरी झुकाव
प्रयोग गरिएको मेसिनरीको कारण, रोल झुकाउने सम्भवतः सबैभन्दा अद्वितीय शीट मेटल झुकाउने प्रक्रिया हो।रोल झुकाउने प्रणालीमा तीनवटा बेलनाकार रोलरहरू छन् जसले शीट मेटललाई घुमाउरो आकारमा घुमाउँछ, त्यसैले यसलाई पाइप, ट्यूब र अन्य गोलो भागहरू बनाउन प्रयोग गर्न सकिन्छ।
७) जोगल बेन्डिङ
जोगल बेन्डिङ (कहिलेकाहीँ डिम्पल बेन्डिङ भनिन्छ) झुकाउने मेसिनको प्रयोग गरेर झुकाउने तरिका हो जसले लगभग चिकनी झुकाउने (जस्तै रोल बेन्डिङद्वारा उत्पादित)।क्रमशः धेरै साना V-आकारका झुकावहरू प्रदर्शन गरेर, जोगल बेन्डिङले वक्रहरू जस्तो देखिने झुकावहरू उत्पादन गर्न सक्छ।
४पाना धातु झुकाउने भत्ता र गणना प्रविधिहरू
1) पाना धातु झुकाउने भत्ता
जब धातुको पाना झुकाइन्छ, झुण्डको बाहिरी भाग तानिन्छ र त्यसैले यसको आयाम परिवर्तन हुन्छ।यसको मतलब, उदाहरणका लागि, V-bend को दुई खुट्टाको कुल लम्बाइ पानाको मूल लम्बाइ भन्दा लामो हुनेछ।
त्यसोभए, यदि आयामहरू परिवर्तन हुन्छन् भने, हामी कसरी सही रूपमा एक भाग डिजाइन गर्छौं कि यो अन्य घटकहरूसँग सँगै फिट हुन्छ भनेर सुनिश्चित गर्न?हामी कसरी निर्णय गर्छौं कि धातुको समतल पाना कति लामो हुनुपर्छ?आयामी परिवर्तनको लागि क्षतिपूर्ति गर्न, हामीले झुकाउने भत्तालाई विचार गर्नुपर्छ: खुला गरिएको प्लेटको लम्बाइ र समाप्त झुकेको भागको प्रत्येक खुट्टाको लम्बाइको योगफल बीचको भिन्नता।
2) पाना धातु अनफोल्डिंग गणना सूत्र
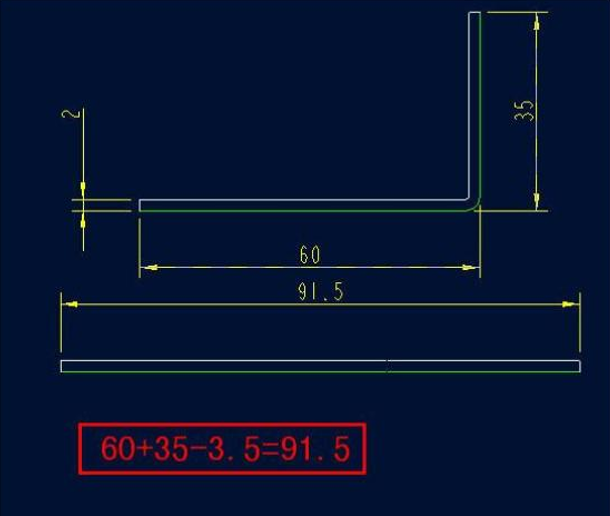
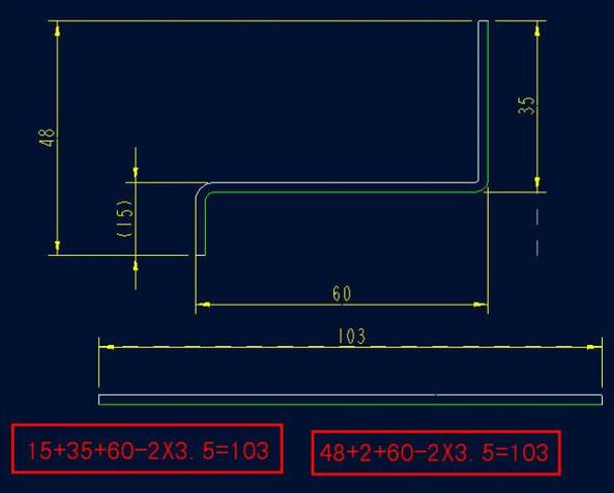
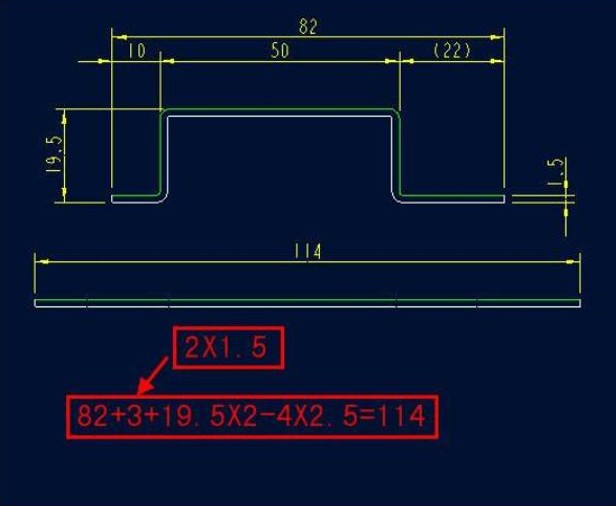
झुकाउने भत्ता।बनेको शीट मेटल बेन्डमा तीन आयामहरू हुन्छन्: दुई समोच्च आयामहरू र एउटा मोटाईको आयाम, र दुई समोच्च आयामहरूलाई L1 र L2 को रूपमा परिभाषित गरिएको छ, र मोटाईको आयाम T। L1+L2 खुला गरिएको लम्बाइ भन्दा ठूलो हुनु पर्छ। तिनीहरू बीचको भिन्नता झुकाउने भत्ता हो, K को रूपमा परिभाषित। त्यसपछि झुकिएको आयाम L=L1+L2-K।सामान्य कोल्ड रोल्ड स्टिल प्लेटको K मान (स्थिति: 90 डिग्री बेन्ड, मानक झुकाउने उपकरण)
T=1.0 K=1.8
T=1.2 K=2.1
T=1.5 K=2.5
T=2.0 K=3.5
T=2.5 K=4.3
T=3.0 K=5.0
T=3.5 K=6.05
T=4.5 K=7.0
T=5.0 K=8.5
उदाहरण १
उदाहरण २
उदाहरण ३
PROLEAN'TECHNOLOGY प्रयोग गरेर पाना धातु झुकाउने।
PROLEAN TECH मा, हामी हाम्रो कम्पनी र हामीले हाम्रा ग्राहकहरूलाई प्रदान गर्ने सेवाहरूको बारेमा भावुक छौं।जस्तै, हामी हाम्रो टेक्नोलोजीमा नवीनतम प्रगतिहरूमा धेरै लगानी गर्छौं र तपाईंको निपटानमा समर्पित इन्जिनियरहरू छन्।हामीलाई सित्तैमा सम्पर्क गर्नुहोस्उद्धरण.
![]()
Prolean को दृष्टि मा मांग निर्माण को एक अग्रणी समाधान प्रदायक बन्न छ।हामी उत्पादनलाई प्रोटोटाइपदेखि उत्पादनसम्म सजिलो, छिटो र लागत बचत गर्न कडा मेहनत गरिरहेका छौं।
पोस्ट समय: मार्च-24-2022