ProLeanHub. Болжолдуу окуу убактысы: 5 мүнөт, 17 секунд

Металл табакты ийүү деген эмне?
Металлды ийүү үчүн жабдуулар
Металл табактын ийилүүсүнүн түрлөрү
Металл табактын ийилүүсүнө уруксат берүү жана эсептөө техникасы
1 Металл табакты ийүү деген эмне?
Ийилүү деформациянын бир түрү болуп саналат жана металл табактарды өндүрүүдөгү үч негизги процесстин бири болуп саналат;калган экөө кесип жана кошулуп жатышат.Металл жадыбалын ийүү процесси - бул басым жабдууларын жана атайын өлчөмдөрдүн жардамы менен баракты үч өлчөмгө айлантуу процесси.Металл барактын ар кандай материалы, калыңдыгы, узундугу жана туурасы, ошондой эле калыптандыруунун ар кандай формалары жана бурчтары, басымдуу жабдууларды ийүү машиналарынын тонналары жана өлчөмдөрү ар кандай, ошондой эле бийиктиги, формасы жана V- үстүнкү жана төмөнкү штамптардын амплитудалык өлчөмү жана алардын өзгөчө калыптары ар түрдүү.Көбүнчө жалпак металл бөлүктөрүн V түрүндөгү, U түрүндөгү же тешикчелерге айландыруу үчүн колдонулат.
2 Металлды ийүү үчүн жабдуулар
Эң маанилүү барагы металл ийүү жабдуулары бир нече ар кандай түрдө келет тормоз болуп саналат.
- A тормозбул жөнөкөй ийүүчү машина - жана өндүрүштө эң кеңири колдонулган тормоз - ал металл баракты жалпак бетке кысып, андан кийин түз ийилүүчү же жөнөкөй бырыштарды жасоо үчүн кыймылдуу ийилүүчү бычактын кыймылы аркылуу күч колдонот.
- Ийүүчү машинакыймылдап турган штампты жана тиешелүү штамптарды колдонгон ийилүү машинанын бир түрү.Бул процессте металл барак матрицага жайгаштырылат жана пуансон металлдын ичине жылып кетүүгө аргасыз болуп, аны формага киргизет.Калыптын формасына жараша ийилүү машиналары V-бүгүлүү, U-бүгүм жана башка формаларды жасоо үчүн колдонулушу мүмкүн.
- Коробканын тормоздору(ошондой эле манжа тормоздору деп аталат) бир нече салт ийилүү үчүн металл "манжаларын" бир катар колдонгон ийилүү машинанын дагы бир түрү болуп саналат.Аты айтып тургандай, кутуча тормоз, адатта, жеке өлчөмдөгү кутуларды жасоо үчүн колдонулат.
- Бар бүктөлүүчү машинаметалл баракты кармап, аны бир кыймыл менен ийлей турган туткасы бар кичинекей жана жөнөкөй ийүүчү машина.
Металл табактын ийилишинин 3 түрү
ар кандай жолдор менен ар кандай ийилген жетүү үчүн колдонулган барак металл ийилген ар кандай түрлөрү бар.Бул ийүү ыкмаларынын үчөө (аба ийилүү, түбүнө салуу жана тыйын чыгаруу) Металл табакты ийүү ыкмалары окшош, анткени алардын түпкү максаты металл табактын структурасын керектүү формага айландыруу.Бирок, алар иштеши боюнча айырмаланат.Металл баракты кантип ийилүү керектигин түшүнүү үчүн материалдын калыңдыгы, ийилүү өлчөмдөрү, металл барактын ийилүүчү радиусу жана методду аныктоочу максаттуу колдонуу сыяктуу факторлорду түшүнүү керек.
1) Аба ийилүү
Аба ийилүү - бул ийилүүчү ийүү ыкмасы, мында штамп металл баракты штампка басат, бирок ал калыптын дубалдарына тийгидей алыс эмес.
Бул ыкма башкалардай так эмес, бирок абдан ийкемдүү: аны V, U жана башка формадагы ийилиштерди жасоого колдонсо болот.Бул эки бетинин ортосунда эч кандай байланыш жок болгондуктан, өлүп геометрия каалаган металл барактын ийилген так дал кереги жок, анткени жарым-жартылай болуп саналат.
2) ылдый түшүрүү
Бүгүп ийүүнүн дагы бир ыкмасы.Астынан бүгүү учурунда штамп металл баракты штампка толугу менен басып, калыптын ичиндеги геометрияга туура келген ийүүнү пайда кылат.Ал V түрүндөгү ийилгендерди жасоо үчүн колдонулат.
3) тыйын чыгаруу
Монеталарды жасоо - бул ийилүүчү ийүүнүн кымбатыраак түрү, мында штамп металл баракта жана штампта көбүрөөк күч менен түшүрүлөт, натыйжада бир аз серпилип туруктуу деформация болот.
4) Бүктөө
Бүктөө, мисалы, тормоздук тормоздор же таякча бүктөлүүчү машиналар сыяктуу машиналарда аткарылышы мүмкүн.Профильди тегерете металлды ийитүү үчүн кысуучу устун көтөрүлөрдөн мурда металл баракта кысылып коюлат.Бүктөө V түрүндөгү ийилүүгө жетишет жана оң же терс ийилүүчү бурчтарга мүмкүндүк берет.
5) сүртүү
Сүрүү (же четин ийүү же аарчып ийүү) - габель тормоздору жана болот бүктөмө машиналары (айрым учурларда ийүү машиналары) сыяктуу машиналарга колдонулуучу дагы бир ийүү ыкмасы.Ал бүктөлгөндөн ылдамыраак, бирок металл бетине көбүрөөк зыян келтириши мүмкүн.
6) Айлануучу ийилген
Колдонулган техникадан улам, түрмөк ийүү, балким, эң уникалдуу металлды ийүү процесси болуп саналат.Рулонду ийүү тутумунда үч цилиндр формасындагы роликтер бар, алар баракты ийри формада ийишет, ошондуктан аны түтүктөрдү, түтүктөрдү жана башка тегерек тетиктерди жасоо үчүн колдонсо болот.
7) Чуркап ийүү
Чуркап ийүү (кээде чуңкур ийилип аталат) - жылмакай ийилүүгө жакын (мисалы, түрмөк ийүү аркылуу жасалган) ийүү машинасын колдонуу менен ийүү ыкмасы.Бир нече кичинекей V түрүндөгү ийилген ийримдерди катары менен аткаруу менен, чуркоо ийилген ийри сызыктарга окшош ийилген ийилиштерди жаратышы мүмкүн.
4Металл табактын ийилүүсүнө уруксат берүү жана эсептөө техникасы
1) Sheet металл ийилип жөлөкпул
Металл баракты ийилгенде ийилген жердин сырты керилип, демек анын өлчөмдөрү өзгөрөт.Бул, мисалы, V түрүндөгү эки бутунун жалпы узундугу барактын баштапкы узундугунан узунураак болот дегенди билдирет.
Демек, эгерде өлчөмдөр өзгөрсө, башка компоненттер менен шайкеш келүүсү үчүн бөлүктү кантип так долбоорлойбуз?Жалпак металл барактын узундугун кантип чечебиз?Өлчөмдүк өзгөрүүнүн ордун толтуруу үчүн, биз ийилүүчү жөлөкпулду эске алышыбыз керек: бүктөлгөн пластинанын узундугу менен даяр ийилген бөлүгүнүн ар бир бутунун узундугунун суммасынын ортосундагы айырма.
2) Металлдын жайылышын эсептөө формуласы
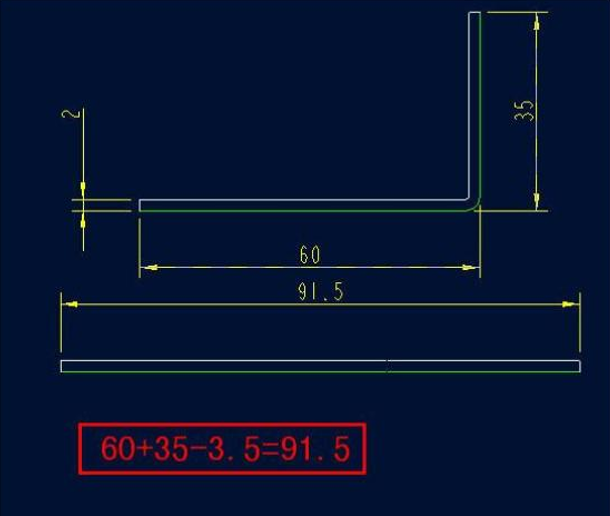
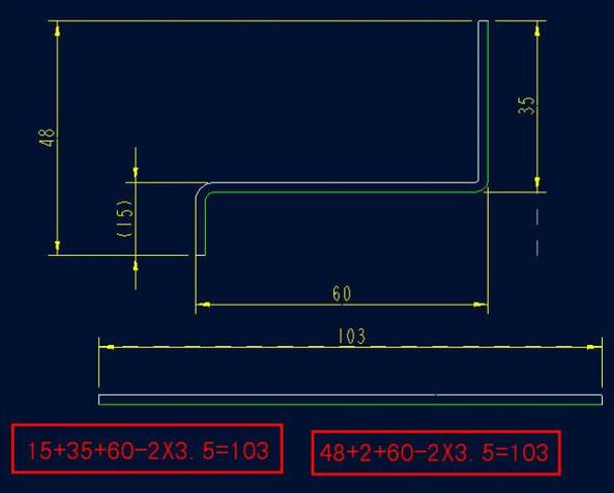
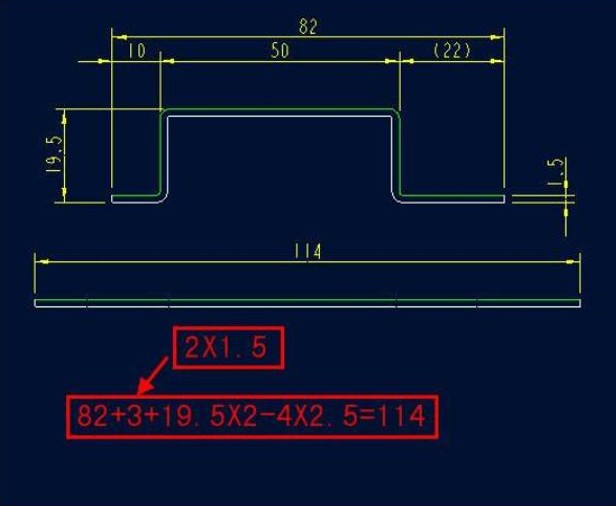
Ийилген жөлөкпул.Түзүлгөн металл барактын ийилиши үч өлчөмгө ээ: эки контур өлчөмү жана бир калыңдык өлчөмү, ал эми эки контур өлчөмү L1 жана L2 катары аныкталат, ал эми калыңдыгы T. L1+L2 ачылбаган узундуктан L чоңураак болушу керек. алардын ортосундагы айырма K катары аныкталган ийилген жөлөкпул болуп саналат. Андан кийин ийилген бүктөлбөгөн өлчөмү L=L1+L2-K.Жалпы муздак прокатталган болот табактын K мааниси (шарты: 90 градус ийилүү, стандарттуу ийүү куралы)
T=1,0 K=1,8
T=1,2 K=2,1
T=1,5 K=2,5
T=2,0 K=3,5
T=2,5 K=4,3
Т=3,0 К=5,0
Т=3,5 К=6,05
Т=4,5 К=7,0
T=5,0 K=8,5
Мисал 1
Мисал 2
Мисал 3
PROLEAN'TECHNOLOGY аркылуу металлды ийүү.
PROLEAN TECHте биз өзүбүздүн компаниябызга жана кардарларыбызга көрсөткөн кызматтарыбызга кызыгып келебиз.Ошентип, биз технологиябыздагы акыркы жетишкендиктерге чоң инвестиция жасайбыз жана сиздин карамагыңызда атайын инженерлер бар.Биз менен байланышыңыз акысызцитата.
![]()
Proleanдын көз карашы - суроо-талап боюнча өндүрүштүн алдыңкы чечим провайдери болуу.Биз прототиптөөдөн өндүрүшкө чейин өндүрүштү жеңил, тез жана үнөмдөө үчүн катуу иштеп жатабыз.
Посттун убактысы: 24-март-2022