ProLeanHub। ଆନୁମାନିକ ପ reading ଼ିବା ସମୟ: 5 ମିନିଟ୍, 17 ସେକେଣ୍ଡ୍ |

ସିଟ୍ ଧାତୁ ନଇଁବା କ’ଣ?
ସିଟ୍ ଧାତୁ ନମ୍ର ଉପକରଣ |
ସିଟ୍ ଧାତୁ ନମ୍ରତାର ପ୍ରକାର |
ସିଟ୍ ଧାତୁ ନମ୍ର ଭତ୍ତା ଏବଂ ଗଣନା କ ech ଶଳ |
1 ସିଟ୍ ଧାତୁ ନଇଁବା କ’ଣ?
ବଙ୍କା ହେଉଛି ବିକୃତିର ଏକ ରୂପ ଏବଂ ଶୀଟ୍ ଧାତୁ ଉତ୍ପାଦନରେ ତିନୋଟି ମୁଖ୍ୟ ପ୍ରକ୍ରିୟା ମଧ୍ୟରୁ ଗୋଟିଏ |ଅନ୍ୟ ଦୁଇଜଣ କାଟୁଛନ୍ତି ଏବଂ ଯୋଗ ଦେଉଛନ୍ତି |ସିଟ୍ ମେଟାଲ୍ ଫ୍ୟାବ୍ରିକେସନ୍ ବେକିଙ୍ଗ ପ୍ରକ୍ରିୟା ହେଉଛି ଚାପ ଉପକରଣ ଏବଂ ସ୍ୱତନ୍ତ୍ର ମରୁଡ଼ି ବ୍ୟବହାର କରି ସିଟ୍ ମେଟାଲ୍କୁ ତିନୋଟି ଆକାରରେ ପରିଣତ କରିବାର ପ୍ରକ୍ରିୟା |ସିଟ୍ ମେଟାଲର ବିଭିନ୍ନ ସାମଗ୍ରୀ, ଘନତା, ଦ length ର୍ଘ୍ୟ ଏବଂ ମୋଟେଇ ଏବଂ ଗଠନର ବିଭିନ୍ନ ଆକୃତି ଏବଂ କୋଣ ଯୋଗୁଁ, ଚାପ ଉପକରଣର ନମ୍ର ଯନ୍ତ୍ରର ଟନ୍ ଏବଂ ଆକାର ଭିନ୍ନ, ଉଚ୍ଚତା, ଆକୃତି ଏବଂ V- | ଉପର ଏବଂ ତଳ ମୃତ୍ୟୁର ପ୍ରଶସ୍ତତା ଆକାର, ଏବଂ ସେମାନଙ୍କର ବିଶେଷ ମର ଆକୃତି ଭିନ୍ନ |ସାଧାରଣତ flat ଫ୍ଲାଟ ସିଟ୍ ଧାତୁ ଅଂଶଗୁଡ଼ିକୁ ଭି ଆକୃତିର, U ଆକୃତିର କିମ୍ବା ସ୍ଲଟ୍ରେ ପରିଣତ କରିବା ପାଇଁ ବ୍ୟବହୃତ ହୁଏ |
2 ସିଟ୍ ଧାତୁ ନମ୍ର ଉପକରଣ |
ସବୁଠାରୁ ଗୁରୁତ୍ୱପୂର୍ଣ୍ଣ ସିଟ୍ ଧାତୁ ନମ୍ର ଉପକରଣ ହେଉଛି ବ୍ରେକ୍, ଯାହା ବିଭିନ୍ନ ପ୍ରକାରର ଆସେ |
- A ଗେବୁଲ୍ ବ୍ରେକ୍ |ଏହା ଏକ ସରଳ ନମ୍ର ଯନ୍ତ୍ର - ଏବଂ ଉତ୍ପାଦନରେ ବହୁଳ ଭାବରେ ବ୍ୟବହୃତ ବ୍ରେକ୍ - ଯାହା ଧାତୁର ଏକ ସିଟ୍କୁ ସମତଳ ପୃଷ୍ଠରେ ବନ୍ଦ କରିଦିଏ ଏବଂ ତା’ପରେ ସିଧା ବଙ୍କା କିମ୍ବା ସରଳ କ୍ରିଜ୍ ତିଆରି କରିବା ପାଇଁ ଏକ ଚଳପ୍ରଚଳ ବଙ୍କା ବ୍ଲେଡର ଗତିବିଧି ମାଧ୍ୟମରେ ବଳ ପ୍ରୟୋଗ କରେ |
- ଏକ ନମ୍ର ଯନ୍ତ୍ର |ଏହା ହେଉଛି ଏକ ପ୍ରକାର ନମ୍ର ଯନ୍ତ୍ର ଯାହା ଏକ ଚଳପ୍ରଚଳ ବ୍ୟବହାର କରେ ଏବଂ ଅନୁରୂପ ମରିଯାଏ |ଏହି ପ୍ରକ୍ରିୟାରେ, ସିଟ୍ ଧାତୁକୁ ଡାଏ ଉପରେ ରଖାଯାଇଥାଏ ଏବଂ ପିଚ୍ ଧାତୁ ଭିତରକୁ ଯିବାକୁ ବାଧ୍ୟ ହୋଇ ଏହାକୁ ମରିବାକୁ ବାଧ୍ୟ କରିଥାଏ |ମୃତ୍ୟୁର ଆକୃତି ଉପରେ ନିର୍ଭର କରି, ଭି-ବେଣ୍ଡ, ୟୁ-ବେଣ୍ଡ ଏବଂ ଅନ୍ୟାନ୍ୟ ଆକୃତି ତିଆରି ପାଇଁ ବେକିଂ ମେସିନ୍ ବ୍ୟବହାର କରାଯାଇପାରିବ |
- ବାକ୍ସ ବ୍ରେକ୍(ଫିଙ୍ଗର ବ୍ରେକ୍ ଭାବରେ ମଧ୍ୟ ଜଣାଶୁଣା) ଅନ୍ୟ ଏକ ପ୍ରକାରର ନମ୍ର ଯନ୍ତ୍ର ଯାହା ଏକାଧିକ କଷ୍ଟମ୍ ବଙ୍କା ତିଆରି କରିବା ପାଇଁ ଧାତୁ “ଆଙ୍ଗୁଠି” ବ୍ୟବହାର କରେ |ଯେପରି ନାମ ସୂଚିତ କରେ, ବକ୍ସ ବ୍ରେକ୍ ସାଧାରଣତ custom କଷ୍ଟମ୍ ସାଇଜ୍ ବକ୍ସ ତିଆରି ପାଇଁ ବ୍ୟବହୃତ ହୁଏ |
- ଏକ ବାର୍ ଫୋଲ୍ଡିଂ ମେସିନ୍ |ଏକ ହ୍ୟାଣ୍ଡେଲ ସହିତ ଏକ ଛୋଟ ଏବଂ ସରଳ ନମ୍ର ଯନ୍ତ୍ର ଯାହା ଧାତୁର ଏକ ସିଟ୍ ଧରିଥାଏ ଏବଂ ଏହାକୁ ଏକ ଗତିରେ ବଙ୍କା କରେ |
3 ପ୍ରକାରର ସିଟ୍ ଧାତୁ ନମ୍ରତା |
ବିଭିନ୍ନ ଉପାୟରେ ବିଭିନ୍ନ ବଙ୍କା ହାସଲ କରିବା ପାଇଁ ବିଭିନ୍ନ ପ୍ରକାରର ସିଟ୍ ଧାତୁ ନମ୍ରତା ବ୍ୟବହୃତ ହୁଏ |ଏହି ତିନୋଟି ନମ୍ର ପ୍ରଣାଳୀ (ବାୟୁ ନଇଁବା, ବଟମିଂ ଏବଂ କୋଇନିଂ) ଶୀଟ୍ ଧାତୁ ନଇଁବା ପଦ୍ଧତିଗୁଡ଼ିକ ସମାନ କାରଣ ସେମାନଙ୍କର ମୂଳ ଲକ୍ଷ୍ୟ ହେଉଛି ଶୀଟ୍ ଧାତୁ ସଂରଚନାକୁ ଇଚ୍ଛାମୁତାବକ ରୂପରେ ପରିଣତ କରିବା |ତଥାପି, ସେମାନେ ସେମାନଙ୍କର କାର୍ଯ୍ୟରେ ଭିନ୍ନ ଅଟନ୍ତି |ଶୀଟ୍ ଧାତୁକୁ କିପରି ବଙ୍କା କରାଯିବ ତାହା ବୁ standing ିବା ପାଇଁ ବସ୍ତୁର ଘନତା, ନଇଁବା ପରିମାପ, ଶୀଟ୍ ଧାତୁ ନଇଁବା ବ୍ୟାଡ୍ୟୁସ୍ ଏବଂ ପଦ୍ଧତି ନିର୍ଣ୍ଣୟ କରୁଥିବା ଉଦ୍ଦେଶ୍ୟମୂଳକ ବ୍ୟବହାର ପରି କାରକଗୁଡିକର ବୁ understanding ିବା ଆବଶ୍ୟକ କରେ |
1) ବାୟୁ ନଇଁବା |
ବାୟୁ ନଇଁବା ହେଉଛି ଏକ ନମ୍ର ନଇଁବା ପଦ୍ଧତି ଯେଉଁଥିରେ ପଞ୍ଚ ଶୀଟ୍ ଧାତୁକୁ ମରିବା ପାଇଁ ଦବାଇଥାଏ, କିନ୍ତୁ ଏପର୍ଯ୍ୟନ୍ତ ଏହା ମୃତ୍ୟୁର କାନ୍ଥକୁ ସ୍ପର୍ଶ କରେ |
ଏହି ପଦ୍ଧତି ଅନ୍ୟମାନଙ୍କ ପରି ସଠିକ୍ ନୁହେଁ, କିନ୍ତୁ ଏହା ଅତ୍ୟନ୍ତ ନମନୀୟ: ଏହାକୁ V, U ଏବଂ ଅନ୍ୟାନ୍ୟ ଆକୃତି ତିଆରି କରିବାରେ ବ୍ୟବହାର କରାଯାଇପାରିବ |ଏହା ଆଂଶିକ କାରଣ ଡାଏ ଜ୍ୟାମିତିର ଇଚ୍ଛିତ ସିଟ୍ ଧାତୁ ବଙ୍କା ସହିତ ସଠିକ୍ ଭାବରେ ମେଳ ଖାଇବା ଆବଶ୍ୟକ ନାହିଁ, ଯେହେତୁ ଦୁଇଟି ପୃଷ୍ଠ ମଧ୍ୟରେ କ contact ଣସି ସମ୍ପର୍କ ନାହିଁ |
2) ତଳମୁଣ୍ଡ |
ବଟିଙ୍ଗ୍ ବଙ୍କା ହେବାର ଅନ୍ୟ ଏକ ପଦ୍ଧତି |ଅଣ୍ଡରବେଣ୍ଡିଂ ସମୟରେ, ପିଚ୍ ଶୀଟ୍ ଧାତୁକୁ ସଂପୂର୍ଣ୍ଣ ରୂପେ ଦବାଇ ଦବାଇଥାଏ, ଯାହା ଡାଏ ଭିତରେ ଥିବା ଜ୍ୟାମିତିର ଅନୁରୂପ ଏକ ବଙ୍କା ସୃଷ୍ଟି କରେ |ଏହା ଭି ଆକୃତିର ବଙ୍କା ତିଆରି ପାଇଁ ବ୍ୟବହୃତ ହୁଏ |
3) ମୁଦ୍ରା
କୋଇନିଂ ହେଉଛି ଏକ ମହଙ୍ଗା ପ୍ରକାରର ନମ୍ରତା ବଙ୍କା ଯେଉଁଥିରେ ଶୀଟ୍ ଧାତୁରେ ଅଧିକ ଶକ୍ତି ସହିତ ପଞ୍ଚକୁ ହ୍ରାସ କରାଯାଇଥାଏ ଏବଂ ଫଳସ୍ୱରୂପ ଅଳ୍ପ ସ୍ପ୍ରିଙ୍ଗବ୍ୟାକ୍ ସହିତ ସ୍ଥାୟୀ ବିକୃତି ହୋଇଥାଏ |
4) ଫୋଲ୍ଡିଂ |
ଗେବୁଲ୍ ବ୍ରେକ୍ କିମ୍ବା ରଡ୍ ଫୋଲ୍ଡିଂ ମେସିନ୍ ପରି ମେସିନ୍ ଉପରେ ଫୋଲ୍ଡିଂ କରାଯାଇପାରିବ |ପ୍ରୋଫାଇଲ୍ ଚାରିପାଖରେ ଧାତୁକୁ ବଙ୍କା କରିବା ପାଇଁ କ୍ଲାମିଂ ବିମ୍ ଉଠାଯିବା ପୂର୍ବରୁ ସିଟ୍ ଧାତୁକୁ ସ୍ଥାନରେ ରଖାଯାଇଥାଏ |ଫୋଲ୍ଡିଂ ଏକ ଭି ଆକୃତିର ବଙ୍କା ହାସଲ କରେ ଏବଂ ସକରାତ୍ମକ କିମ୍ବା ନକାରାତ୍ମକ ବଙ୍କା କୋଣ ପାଇଁ ଅନୁମତି ଦିଏ |
5) ପୋଛିବା |
ୱିପିଙ୍ଗ୍ (କିମ୍ବା ଧାର ଧକ୍କା କିମ୍ବା ପୋଛି-ନଇଁବା) ହେଉଛି ଅନ୍ୟ ଏକ ନମ୍ର ପ୍ରଣାଳୀ ଯେପରିକି ଗେବୁଲ୍ ବ୍ରେକ୍ ଏବଂ ଷ୍ଟିଲ୍ ଫୋଲ୍ଡିଂ ମେସିନ୍ (କେତେକ କ୍ଷେତ୍ରରେ ନମ୍ର ଯନ୍ତ୍ର) |ଏହା ଫୋଲ୍ଡିଂ ଅପେକ୍ଷା ତୀବ୍ର, କିନ୍ତୁ ସିଟ୍ ଧାତୁ ପୃଷ୍ଠରେ ଅଧିକ କ୍ଷତି ଘଟାଇପାରେ |
6) ରୋଟାରୀ ନଇଁବା |
ବ୍ୟବହୃତ ଯନ୍ତ୍ରପାତି ହେତୁ, ରୋଲ୍ ନଇଁବା ବୋଧହୁଏ ସବୁଠାରୁ ଅନନ୍ୟ ସିଟ୍ ଧାତୁ ନମ୍ର ପ୍ରକ୍ରିୟା |ରୋଲ୍ ବେକିଂ ସିଷ୍ଟମରେ ତିନୋଟି ସିଲିଣ୍ଡ୍ରିକ୍ ରୋଲର୍ ଅଛି ଯାହା ଶୀଟ୍ ଧାତୁକୁ ଏକ ବକ୍ର ଆକାରରେ ବାନ୍ଧିଥାଏ, ତେଣୁ ଏହାକୁ ପାଇପ୍, ଟ୍ୟୁବ୍ ଏବଂ ଅନ୍ୟାନ୍ୟ ଗୋଲାକାର ଅଂଶ ତିଆରି କରିବାରେ ବ୍ୟବହାର କରାଯାଇପାରିବ |
7) ଜୋଗଲ୍ ନଇଁବା |
ଜୋଗଲ୍ ନଇଁବା (ବେଳେବେଳେ ଡିମ୍ପଲ୍ ନଇଁବା କୁହାଯାଏ) ହେଉଛି ଏକ ନମ୍ର ଯନ୍ତ୍ର ବ୍ୟବହାର କରି ନଇଁବାର ଏକ ପଦ୍ଧତି ଯାହା ସୁଗମ ନମ୍ରତାକୁ ଆନୁମାନିକ କରିଥାଏ (ଯେପରିକି ରୋଲ୍ ନଇଁବା ଦ୍ୱାରା ଉତ୍ପାଦିତ) |କ୍ରମାଗତ ଭାବରେ ଅନେକ ଛୋଟ ଭି ଆକୃତିର ବଙ୍କା ପ୍ରଦର୍ଶନ କରି, ଜୋଗଲ୍ ନଇଁବା ବଙ୍କା ପରି ଦେଖାଯାଏ ଯାହା ବକ୍ର ପରି ଦେଖାଯାଏ |
4ସିଟ୍ ଧାତୁ ନମ୍ର ଭତ୍ତା ଏବଂ ଗଣନା କ ech ଶଳ |
1) ସିଟ୍ ଧାତୁ ନମ୍ର ଭତ୍ତା |
ଯେତେବେଳେ ଧାତୁର ଏକ ସିଟ୍ ବଙ୍କା ହୋଇଯାଏ, ବଙ୍କା ବାହାରେ ପ୍ରସାରିତ ହୁଏ ଏବଂ ଏହାର ଆକାର ବଦଳିଯାଏ |ଏହାର ଅର୍ଥ, ଉଦାହରଣ ସ୍ୱରୂପ, ଏକ ଭି-ବେଣ୍ଡର ଦୁଇ ଗୋଡର ମୋଟ ଦ length ର୍ଘ୍ୟ ଶୀଟ୍ ର ମୂଳ ଦ length ର୍ଘ୍ୟଠାରୁ ଲମ୍ବା ହେବ |
ତେଣୁ, ଯଦି ପରିମାପ ପରିବର୍ତ୍ତନ ହୁଏ, ତେବେ ଅନ୍ୟ ଉପାଦାନଗୁଡ଼ିକ ସହିତ ମିଶି ସୁନିଶ୍ଚିତ କରିବାକୁ ଆମେ କିପରି ଏକ ଅଂଶକୁ ସଠିକ୍ ଭାବରେ ଡିଜାଇନ୍ କରିବୁ?ଧାତୁର ଫ୍ଲାଟ ସିଟ୍ କେତେ ହେବା ଆବଶ୍ୟକ ଆମେ କିପରି ସ୍ଥିର କରିବୁ?ଡାଇମେନ୍ସନାଲ୍ ପରିବର୍ତ୍ତନ ପାଇଁ କ୍ଷତିପୂରଣ ଦେବାକୁ, ଆମକୁ ନମ୍ର ଭତ୍ତାକୁ ବିଚାର କରିବାକୁ ପଡିବ: ଅନାବୃତ ପ୍ଲେଟର ଦ length ର୍ଘ୍ୟ ଏବଂ ସମାପ୍ତ ବଙ୍କା ଅଂଶର ପ୍ରତ୍ୟେକ ଗୋଡର ଦ s ର୍ଘ୍ୟର ସମଷ୍ଟି ମଧ୍ୟରେ ପାର୍ଥକ୍ୟ |
2) ସିଟ୍ ଧାତୁ ଖୋଲୁଥିବା ଗଣନା ସୂତ୍ର |
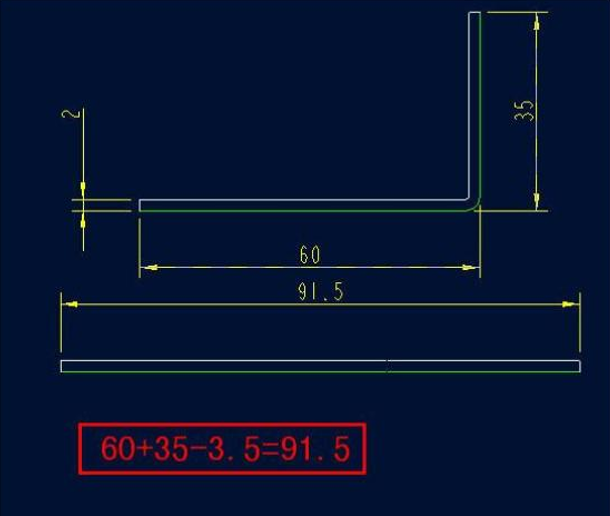
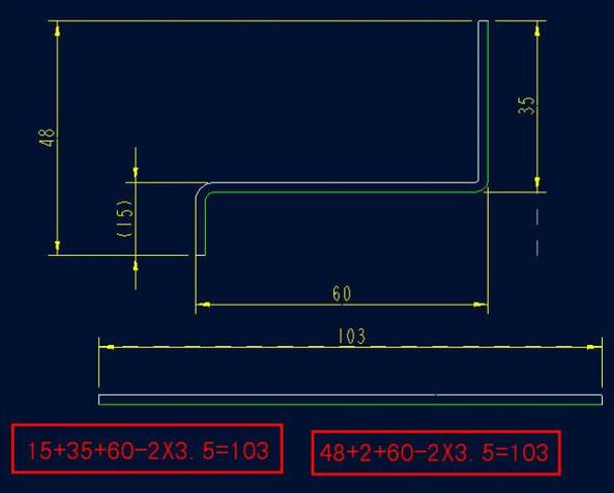
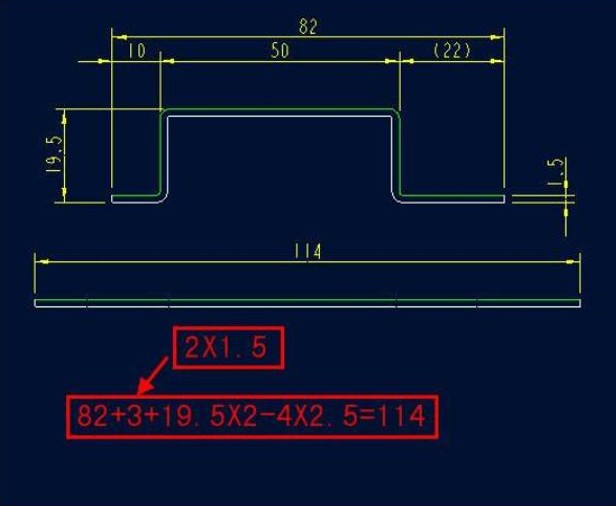
ବଙ୍କା ଭତ୍ତା |ଏକ ଗଠିତ ସିଟ୍ ଧାତୁ ବନ୍ଧର ତିନୋଟି ଆକାର ଅଛି: ଦୁଇଟି କଣ୍ଟୁର୍ ଡାଇମେନ୍ସନ୍ ଏବଂ ଗୋଟିଏ ମୋଟା ଡାଇମେନ୍ସନ୍, ଏବଂ ଦୁଇଟି କଣ୍ଟୁର୍ ଡାଇମେନ୍ସନ୍ L1 ଏବଂ L2 ଭାବରେ ବ୍ୟାଖ୍ୟା କରାଯାଇଛି, ଏବଂ ମୋଟା ଆକାର ହେଉଛି T. L1 + L2 ଅନାବୃତ ଦ length ର୍ଘ୍ୟ L ଠାରୁ ବଡ ହେବା | ସେମାନଙ୍କ ମଧ୍ୟରେ ପାର୍ଥକ୍ୟ ହେଉଛି ନମ୍ର ଭତ୍ତା, କେ ଭାବରେ ବ୍ୟାଖ୍ୟା କରାଯାଇଛି ତା’ପରେ ଏକ ବଙ୍କା L = L1 + L2-K ର ଅନାବୃତ ଆକାର |ସାଧାରଣ ଶୀତଳ ଗଡ଼ାଯାଇଥିବା ଷ୍ଟିଲ୍ ପ୍ଲେଟର K ମୂଲ୍ୟ (ଅବସ୍ଥା: 90 ଡିଗ୍ରୀ ବଙ୍କା, ମାନକ ନମ୍ର ଉପକରଣ) |
T = 1.0 K = 1.8
T = 1.2 K = 2.1
T = 1.5 K = 2.5
T = 2.0 K = 3.5
T = 2.5 K = 4.3
T = 3.0 K = 5.0
T = 3.5 K = 6.05
T = 4.5 K = 7.0
T = 5.0 K = 8.5
ଉଦାହରଣ 1
ଉଦାହରଣ 2
ଉଦାହରଣ 3
PROLEAN'TECHNOLOGY ବ୍ୟବହାର କରି ସିଟ୍ ଧାତୁ ନମ୍ର |
PROLEAN TECH ରେ, ଆମେ ଆମର କମ୍ପାନୀ ଏବଂ ଆମର ଗ୍ରାହକଙ୍କୁ ପ୍ରଦାନ କରୁଥିବା ସେବା ପ୍ରତି ଆଗ୍ରହୀ ଅଟୁ |ଏହିପରି, ଆମେ ଆମର ଟେକ୍ନୋଲୋଜିର ଅତ୍ୟାଧୁନିକ ଅଗ୍ରଗତିରେ ଅଧିକ ବିନିଯୋଗ କରୁ ଏବଂ ଆପଣଙ୍କ ଅଧୀନରେ ଇଞ୍ଜିନିୟରମାନଙ୍କୁ ଉତ୍ସର୍ଗ କରିଛୁ |ମାଗଣାରେ ଆମ ସହିତ ଯୋଗାଯୋଗ କରନ୍ତୁ |ଉଦ୍ଧୃତ.
![]()
ଅନ୍-ଡିମାଣ୍ଡ ଉତ୍ପାଦନର ଏକ ଅଗ୍ରଣୀ ସମାଧାନ ପ୍ରଦାନକାରୀ ହେବା ପାଇଁ ପ୍ରୋଲିନ୍ଙ୍କ ଦୃଷ୍ଟିକୋଣ |ଉତ୍ପାଦନକୁ ସହଜ, ଦ୍ରୁତ ଏବଂ ପ୍ରୋଟୋଟାଇପ୍ ଠାରୁ ଉତ୍ପାଦନ ପର୍ଯ୍ୟନ୍ତ ଖର୍ଚ୍ଚ ସଞ୍ଚୟ କରିବାକୁ ଆମେ କଠିନ ପରିଶ୍ରମ କରୁଛୁ |
ପୋଷ୍ଟ ସମୟ: ମାର୍ଚ -24-2022 |