ProLeanHub. Geschatte leestijd: 5 minuten, 17 seconden

Wat is plaatwerk buigen?
Buigapparatuur voor plaatwerk
Soorten plaatwerk buigen
Buigtoeslag en berekeningstechnieken voor plaatwerk
1 Wat is plaatwerk buigen?
Buigen is een vorm van vervorming en is een van de drie belangrijkste processen bij de fabricage van plaatwerk;de andere twee snijden en verbinden.Het buigproces van de plaatbewerking is het proces waarbij plaatmetaal in drie dimensies wordt gevormd met behulp van drukapparatuur en speciale matrijzen.Vanwege het verschillende materiaal, de dikte, de lengte en de breedte van het plaatwerk en de verschillende vormen en hoeken van het vormen, zijn de tonnen en afmetingen van de buigmachines voor drukapparatuur verschillend, evenals de hoogte, vorm en V- amplitudegrootte van de bovenste en onderste matrijzen, en hun speciale matrijsvormen zijn verschillend.Meestal gebruikt om platte plaatwerkdelen in V-vorm, U-vorm of sleufvorm te veranderen.
2 plaatbuigapparatuur
De belangrijkste buigapparatuur voor plaatwerk is de rem, die in verschillende vormen verkrijgbaar is.
- A gevel remis een eenvoudige buigmachine – en de meest gebruikte rem in de productie – die een metalen plaat op een plat oppervlak klemt en vervolgens kracht gebruikt door de beweging van een beweegbaar buigblad om rechte bochten of eenvoudige vouwen te maken.
- Een buigmachineis een soort buigmachine die een bewegende pons en bijbehorende matrijzen gebruikt.In dit proces wordt het plaatmetaal op de matrijs geplaatst en wordt de pons gedwongen om in het metaal te bewegen, waardoor het in de matrijs wordt gedwongen.Afhankelijk van de vorm van de matrijs kunnen buigmachines worden gebruikt om V-bochten, U-bochten en andere vormen te maken.
- Doos remmen(ook bekend als vingerremmen) zijn een ander type buigmachine die een rij metalen "vingers" gebruikt om meerdere aangepaste bochten te maken.Zoals de naam al aangeeft, worden box brakes meestal gebruikt om dozen op maat te maken.
- Een staafvouwmachineis een kleine en eenvoudige buigmachine met een handgreep die een metalen plaat vastpakt en in één beweging buigt.
3 soorten plaatwerk buigen
Er zijn verschillende soorten buigen van plaatstaal die worden gebruikt om verschillende bochten op verschillende manieren te bereiken.Drie van deze buigmethoden (luchtbuigen, bodemvormen en munten). De buigmethoden van plaatstaal zijn vergelijkbaar omdat hun uiteindelijke doel is om de structuur van plaatstaal om te zetten in de gewenste vorm.Ze verschillen echter in hun werking.Begrijpen hoe plaatwerk moet worden gebogen, vereist inzicht in factoren zoals materiaaldikte, buigafmetingen, buigradius van plaatstaal en beoogd gebruik die de methode bepalen.
1) Luchtbuigen
Luchtbuigen is een buigbuigmethode waarbij de pons het plaatwerk in de matrijs drukt, maar niet zo ver dat het de wanden van de matrijs raakt.
Deze methode is niet zo nauwkeurig als de andere, maar hij is zeer flexibel: hij kan worden gebruikt om V-, U- en andere vormen van bochten te maken.Dit komt deels doordat de matrijsgeometrie niet exact hoeft overeen te komen met de gewenste plaatbuiging, aangezien er geen contact is tussen de twee oppervlakken.
2) Dieptepunt
Dieptepunt is een andere methode om bochten te buigen.Tijdens het onderbuigen drukt de pons het plaatmetaal volledig in de matrijs, waardoor een buiging ontstaat die overeenkomt met de geometrie in de matrijs.Het wordt gebruikt om V-vormige bochten te maken.
3) Munten
Coining is een duurder type buigbuiging waarbij de stempel met grotere kracht in het plaatwerk en de matrijs wordt neergelaten, wat resulteert in blijvende vervorming met weinig terugvering.
4) Opvouwen
Het vouwen kan worden uitgevoerd op machines zoals gevelremmen of stangenvouwmachines.Het plaatwerk wordt op zijn plaats geklemd voordat de klembalk wordt opgetild om het metaal rond het profiel te buigen.Vouwen bereikt een V-vormige buiging en maakt positieve of negatieve buighoeken mogelijk.
5) Afvegen
Vegen (of randbuigen of veegbuigen) is een andere buigmethode die wordt toegepast op machines zoals gevelremmen en stalen vouwmachines (in sommige gevallen buigmachines).Het is sneller dan vouwen, maar kan meer schade aan het plaatwerkoppervlak veroorzaken.
6) Roterend buigen
Vanwege de gebruikte machines is rolbuigen waarschijnlijk het meest unieke buigproces voor plaatwerk.Het rolbuigsysteem heeft drie cilindrische rollen die het plaatwerk in een gebogen vorm buigen, zodat er pijpen, buizen en andere ronde onderdelen van gemaakt kunnen worden.
7) Joggle buigen
Joggle-buigen (ook wel dimple-buigen genoemd) is een buigmethode met behulp van een buigmachine die een vloeiende buiging benadert (zoals geproduceerd door rolbuigen).Door meerdere kleine V-vormige bochten achter elkaar uit te voeren, kan Joggle-buiging bochten produceren die op bochten lijken.
4Buigtoeslag en berekeningstechnieken voor plaatwerk
1) Buigtoeslag voor plaatwerk
Wanneer een metalen plaat wordt gebogen, wordt de buitenkant van de bocht uitgerekt en daardoor veranderen de afmetingen.Dit betekent bijvoorbeeld dat de totale lengte van de twee benen van een V-bocht langer zal zijn dan de oorspronkelijke lengte van de plaat.
Dus als de afmetingen veranderen, hoe ontwerpen we een onderdeel dan nauwkeurig om ervoor te zorgen dat het bij de andere onderdelen past?Hoe bepalen we hoe lang de vlakke plaat metaal moet zijn?Om de dimensionale verandering te compenseren, moeten we rekening houden met de buigtoeslag: het verschil tussen de lengte van de ongevouwen plaat en de som van de lengtes van elke poot van het voltooide gebogen deel.
2) Berekeningsformule voor het uitvouwen van plaatwerk
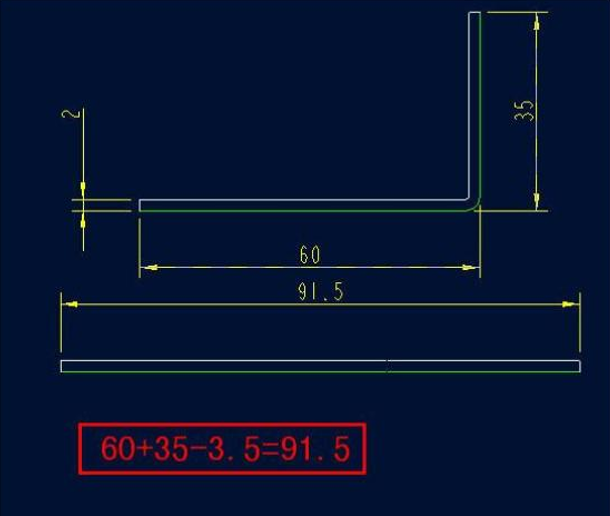
Buigtoeslag.Een gevormde plaatbuiging heeft drie dimensies: twee contourafmetingen en één dikteafmeting, en de twee contourafmetingen worden gedefinieerd als L1 en L2, en de dikteafmeting is T. L1+L2 moet groter zijn dan de uitgevouwen lengte L. het verschil daartussen is de buigtoeslag, gedefinieerd als K. Dan is de uitgevouwen afmeting van een bocht L=L1+L2-K.De K-waarde van een algemene koudgewalste staalplaat (voorwaarde: 90 graden bocht, standaard buiggereedschap)
T=1,0K=1,8
T=1,2K=2,1
T=1,5K=2,5
T=2,0K=3,5
T=2,5K=4,3
T=3,0K=5,0
T=3,5 K=6,05
T=4,5K=7,0
T=5,0K=8,5
voorbeeld 1
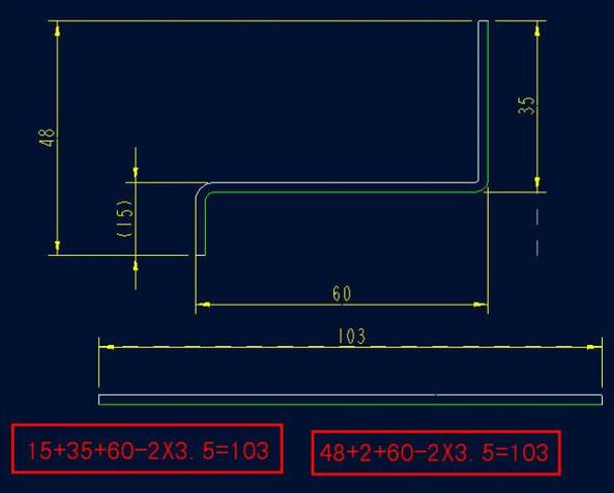
Voorbeeld 2
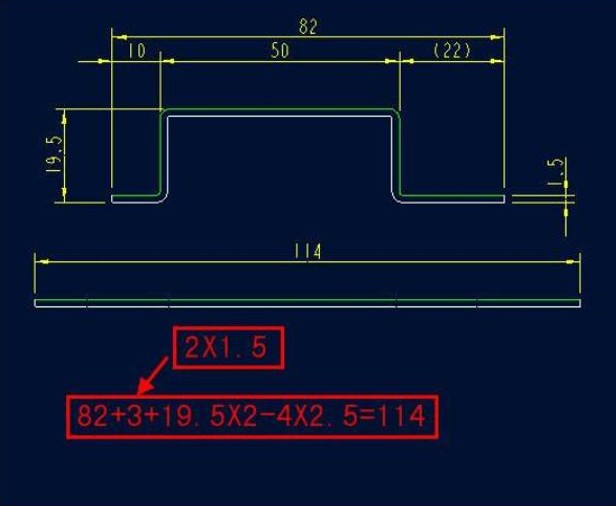
Voorbeeld 3
Buigen van plaatwerk met behulp van PROLEAN'TECHNOLOGY.
Bij PROLEAN TECH zijn we gepassioneerd over ons bedrijf en de diensten die we onze klanten bieden.Daarom investeren we veel in de nieuwste ontwikkelingen in onze technologie en hebben we toegewijde ingenieurs tot uw beschikking.Neem vrijblijvend contact met ons opcitaat.
![]()
De visie van Prolean is om een toonaangevende leverancier van oplossingen voor on-demand productie te worden.We werken er hard aan om de productie eenvoudig, snel en kostenbesparend te maken, van prototype tot productie.
Posttijd: 24 maart 2022