ProLeanHub. ເວລາອ່ານຄາດຄະເນ: 5 ນາທີ, 17 ວິນາທີ

ແຜ່ນເຫຼັກແຜ່ນເຫຼັກແມ່ນຫຍັງ?
ອຸປະກອນແຜ່ນເຫຼັກ
ປະເພດຂອງແຜ່ນເຫຼັກແຜ່ນ
Sheet Metal Bending Allowance ແລະເຕັກນິກການຄິດໄລ່
1 ການບິດໂລຫະແຜ່ນແມ່ນຫຍັງ?
ແຜ່ນເຫຼັກແມ່ນຮູບແບບຂອງການຜິດປົກກະຕິແລະເປັນຫນຶ່ງໃນສາມຂະບວນການຕົ້ນຕໍໃນການຜະລິດໂລຫະແຜ່ນ;ອີກສອງຄົນແມ່ນການຕັດແລະເຂົ້າຮ່ວມ.ຂະບວນການເຫຼັກແຜ່ນເຫຼັກ fabrication ແມ່ນຂະບວນການຂອງແຜ່ນໂລຫະແຜ່ນເປັນສາມຂະຫນາດໂດຍນໍາໃຊ້ອຸປະກອນຄວາມກົດດັນແລະການເສຍຊີວິດພິເສດ.ເນື່ອງຈາກວັດສະດຸທີ່ແຕກຕ່າງກັນ, ຄວາມຫນາ, ຄວາມຍາວແລະຄວາມກວ້າງຂອງແຜ່ນໂລຫະເຊັ່ນດຽວກັນກັບຮູບຮ່າງແລະມຸມທີ່ແຕກຕ່າງກັນຂອງກອບເປັນຈໍານວນ, ໂຕນແລະຂະຫນາດຂອງອຸປະກອນຄວາມກົດດັນຂອງເຄື່ອງບິດແມ່ນແຕກຕ່າງກັນ, ເຊັ່ນດຽວກັນກັບຄວາມສູງ, ຮູບຮ່າງແລະ V-. ຂະຫນາດຄວາມກວ້າງຂວາງຂອງການຕາຍເທິງແລະຕ່ໍາ, ແລະຮູບຮ່າງຕາຍພິເສດຂອງພວກເຂົາແມ່ນແຕກຕ່າງກັນ.ປົກກະຕິແລ້ວໃຊ້ເພື່ອປ່ຽນຊິ້ນສ່ວນໂລຫະແຜ່ນແປເປັນຮູບ V, ຮູບ U ຫຼື slotted.
2 ອຸປະກອນແຜ່ນເຫຼັກ
ອຸປະກອນເຫຼັກແຜ່ນທີ່ສໍາຄັນທີ່ສຸດແມ່ນເບກ, ເຊິ່ງມາໃນຮູບແບບທີ່ແຕກຕ່າງກັນຫຼາຍ.
- A ເບກ gableເປັນເຄື່ອງເບຣກແບບງ່າຍດາຍ – ແລະເຄື່ອງເບຣກທີ່ໃຊ້ກັນຢ່າງກວ້າງຂວາງທີ່ສຸດໃນການຜະລິດ – ທີ່ຍຶດແຜ່ນໂລຫະໃສ່ກັບພື້ນຜິວຮາບພຽງ ແລະຈາກນັ້ນໃຊ້ແຮງດັນຜ່ານການເຄື່ອນໄຫວຂອງແຜ່ນເຫຼັກທີ່ສາມາດເຄື່ອນຍ້າຍໄດ້ເພື່ອເຮັດໃຫ້ງໍຊື່ ຫຼືຮອຍຍັບທີ່ງ່າຍດາຍ.
- ເປັນເຄື່ອງບິດແມ່ນປະເພດຂອງເຄື່ອງໂຄ້ງທີ່ໃຊ້ດີໃຈຫລາຍເຄື່ອນທີ່ແລະຕາຍທີ່ສອດຄ້ອງກັນ.ໃນຂະບວນການນີ້, ແຜ່ນໂລຫະໄດ້ຖືກວາງໄວ້ເທິງຕາຍແລະດີໃຈຫລາຍຖືກບັງຄັບໃຫ້ຍ້າຍເຂົ້າໄປໃນໂລຫະ, ບັງຄັບໃຫ້ມັນເຂົ້າໄປໃນຕາຍ.ອີງຕາມຮູບຮ່າງຂອງຕົວຕາຍ, ເຄື່ອງໂຄ້ງສາມາດຖືກນໍາໃຊ້ເພື່ອສ້າງແຜ່ນ V-bends, U-bends ແລະຮູບຮ່າງອື່ນໆ.
- ເບກກ່ອງ(ຊຶ່ງເອີ້ນກັນວ່າ ເບກນິ້ວມື) ແມ່ນເຄື່ອງບິດອີກປະເພດໜຶ່ງທີ່ໃຊ້ “ນິ້ວມື” ແຖວໂລຫະເພື່ອເຮັດໃຫ້ງໍຫຼາຍອັນ.ດັ່ງທີ່ຊື່ຫມາຍເຖິງ, ເບກກ່ອງມັກຈະຖືກນໍາໃຊ້ເພື່ອສ້າງກ່ອງຂະຫນາດທີ່ກໍາຫນົດເອງ.
- ເຄື່ອງພັບແຖບເປັນເຄື່ອງໂຄ້ງຂະໜາດນ້ອຍ ແລະງ່າຍດາຍດ້ວຍມືຈັບທີ່ຈັບແຜ່ນໂລຫະ ແລະງໍໃນການເຄື່ອນໄຫວດຽວ.
3 ປະເພດຂອງແຜ່ນເຫຼັກແຜ່ນ
ມີປະເພດທີ່ແຕກຕ່າງກັນຂອງແຜ່ນເຫຼັກທີ່ຖືກນໍາໃຊ້ເພື່ອບັນລຸການງໍທີ່ແຕກຕ່າງກັນໃນວິທີການທີ່ແຕກຕ່າງກັນ.ສາມວິທີການບິດເຫຼົ່ານີ້ (ການບິດທາງອາກາດ, ຕ່ໍາສຸດແລະ coining) ວິທີການເຫຼັກແຜ່ນເຫຼັກແມ່ນຄ້າຍຄືກັນໃນທີ່ເປົ້າຫມາຍສຸດທ້າຍຂອງພວກເຂົາແມ່ນການປ່ຽນໂຄງສ້າງໂລຫະແຜ່ນເຂົ້າໄປໃນຮູບແບບທີ່ຕ້ອງການ.ຢ່າງໃດກໍຕາມ, ພວກເຂົາເຈົ້າແຕກຕ່າງກັນໃນການດໍາເນີນງານຂອງເຂົາເຈົ້າ.ຄວາມເຂົ້າໃຈວິທີການງໍໂລຫະແຜ່ນຮຽກຮ້ອງໃຫ້ມີຄວາມເຂົ້າໃຈຂອງປັດໃຈເຊັ່ນ: ຄວາມຫນາຂອງວັດສະດຸ, ຂະຫນາດຂອງແຜ່ນເຫຼັກ, radius ເຫຼັກແຜ່ນແລະຈຸດປະສົງການນໍາໃຊ້ທີ່ກໍານົດວິທີການ.
1) Air Bending
ການງໍດ້ວຍອາກາດແມ່ນວິທີການໂຄ້ງໂຄ້ງທີ່ punch ກົດໂລຫະແຜ່ນເຂົ້າໄປໃນຕົວຕາຍ, ແຕ່ບໍ່ເຖິງຕອນນັ້ນມັນແຕະຝາຂອງຕາຍ.
ວິທີການນີ້ແມ່ນບໍ່ຖືກຕ້ອງຄືກັບຄົນອື່ນ, ແຕ່ມີຄວາມຍືດຫຍຸ່ນຫຼາຍ: ມັນສາມາດຖືກນໍາໃຊ້ເພື່ອເຮັດໃຫ້ຮູບຊົງຕົວ V, U ແລະໂຄ້ງອື່ນໆ.ນີ້ແມ່ນສ່ວນຫນຶ່ງແມ່ນຍ້ອນວ່າເລຂາຄະນິດທີ່ຕາຍແລ້ວບໍ່ຈໍາເປັນຕ້ອງກົງກັນກັບແຜ່ນເຫຼັກທີ່ຕ້ອງການ, ເພາະວ່າບໍ່ມີການຕິດຕໍ່ລະຫວ່າງສອງດ້ານ.
2) ລຸ່ມສຸດ
Bottoming ແມ່ນວິທີອື່ນຂອງການງໍໂຄ້ງ.ໃນລະຫວ່າງການ underbending, ດີໃຈຫລາຍກົດດັນແຜ່ນໂລຫະເຂົ້າໄປໃນການຕາຍຢ່າງສົມບູນ, ສ້າງການງໍທີ່ສອດຄ້ອງກັນກັບເລຂາຄະນິດໃນການຕາຍ.ມັນຖືກນໍາໃຊ້ເພື່ອເຮັດໃຫ້ງໍຮູບ V.
3) ຫຼຽນ
Coining ແມ່ນປະເພດທີ່ມີລາຄາແພງກວ່າຂອງງໍ, ເຊິ່ງດີໃຈຫລາຍຖືກຫຼຸດລົງດ້ວຍຜົນບັງຄັບໃຊ້ຫຼາຍກວ່າເກົ່າໃນໂລຫະແຜ່ນແລະການຕາຍ, ເຊິ່ງກໍ່ໃຫ້ເກີດການຜິດປົກກະຕິຖາວອນກັບ springback ເລັກນ້ອຍ.
4) ພັບ
ພັບສາມາດປະຕິບັດໃນເຄື່ອງຈັກເຊັ່ນ: ເຄື່ອງຫ້າມລໍ້ gable ຫຼືເຄື່ອງພັບ rod.ແຜ່ນໂລຫະຖືກຍຶດຢູ່ບ່ອນກ່ອນທີ່ beam clamping ໄດ້ຖືກຍົກຂຶ້ນມາເພື່ອງໍໂລຫະປະມານ profile.ພັບບັນລຸການໂຄ້ງຮູບ V ແລະອະນຸຍາດໃຫ້ມີມຸມໂຄ້ງໃນທາງບວກຫຼືທາງລົບ.
5) ເຊັດ
Wiping (ຫຼື bending edge ຫຼື wipe-bending) ແມ່ນວິທີການງໍອື່ນທີ່ໃຊ້ກັບເຄື່ອງຈັກເຊັ່ນ: ເຄື່ອງຫ້າມລໍ້ gable ແລະເຄື່ອງພັບເຫຼັກ (ໃນບາງກໍລະນີເຄື່ອງບິດ).ມັນໄວກວ່າການພັບ, ແຕ່ສາມາດເຮັດໃຫ້ເກີດຄວາມເສຍຫາຍຫຼາຍຕໍ່ຫນ້າໂລຫະແຜ່ນ.
6) Rotary Bending
ເນື່ອງຈາກເຄື່ອງຈັກທີ່ໃຊ້, ການບິດມ້ວນແມ່ນອາດຈະເປັນຂະບວນການເຫຼັກແຜ່ນທີ່ເປັນເອກະລັກທີ່ສຸດ.ລະບົບມ້ວນມ້ວນມີສາມມ້ວນເປັນຮູບທໍ່ກົມທີ່ງໍແຜ່ນໂລຫະເປັນຮູບຊົງໂຄ້ງ, ດັ່ງນັ້ນມັນສາມາດຖືກນໍາໃຊ້ເພື່ອເຮັດທໍ່, ທໍ່ແລະພາກສ່ວນຮອບອື່ນໆ.
7) Joggle Bending
Joggle bending (ບາງຄັ້ງເອີ້ນວ່າ bending dimple) ແມ່ນວິທີການ bending ໂດຍໃຊ້ເຄື່ອງ bending ທີ່ປະມານການງໍກ້ຽງ (ເຊັ່ນ: ທີ່ຜະລິດໂດຍການບິດມ້ວນ).ໂດຍການປະຕິບັດການງໍຮູບຊົງ V ຂະຫນາດນ້ອຍຫຼາຍໆຢ່າງຕິດຕໍ່ກັນ, Joggle bending ສາມາດຜະລິດໂຄ້ງທີ່ຄ້າຍຄືກັບເສັ້ນໂຄ້ງ.
4Sheet Metal Bending Allowance ແລະເຕັກນິກການຄິດໄລ່
1) Sheet Metal Bending Allowance
ເມື່ອແຜ່ນໂລຫະຖືກງໍ, ດ້ານນອກຂອງງໍແມ່ນຂ້ອນຂ້າງຍາວແລະດັ່ງນັ້ນຂະຫນາດຂອງມັນມີການປ່ຽນແປງ.ນີ້ຫມາຍຄວາມວ່າ, ສໍາລັບຕົວຢ່າງ, ຄວາມຍາວທັງຫມົດຂອງສອງຂາຂອງ V-bend ຈະຍາວກວ່າຄວາມຍາວຕົ້ນສະບັບຂອງແຜ່ນ.
ດັ່ງນັ້ນ, ຖ້າຂະຫນາດມີການປ່ຽນແປງ, ພວກເຮົາຈະອອກແບບພາກສ່ວນທີ່ຖືກຕ້ອງແນວໃດເພື່ອຮັບປະກັນວ່າມັນເຫມາະກັບອົງປະກອບອື່ນໆ?ພວກເຮົາຕັດສິນໃຈແນວໃດວ່າແຜ່ນຮາບພຽງຂອງໂລຫະຕ້ອງຍາວເທົ່າໃດ?ເພື່ອຊົດເຊີຍການປ່ຽນແປງທາງມິຕິ, ພວກເຮົາຕ້ອງພິຈາລະນາການອະນຸຍາດຂອງງໍ: ຄວາມແຕກຕ່າງລະຫວ່າງຄວາມຍາວຂອງແຜ່ນ unfolded ແລະຜົນລວມຂອງຄວາມຍາວຂອງຂາຂອງແຕ່ລະສ່ວນໂຄ້ງສໍາເລັດຮູບ.
2) ໂລຫະແຜ່ນ unfolding ສູດການຄິດໄລ່
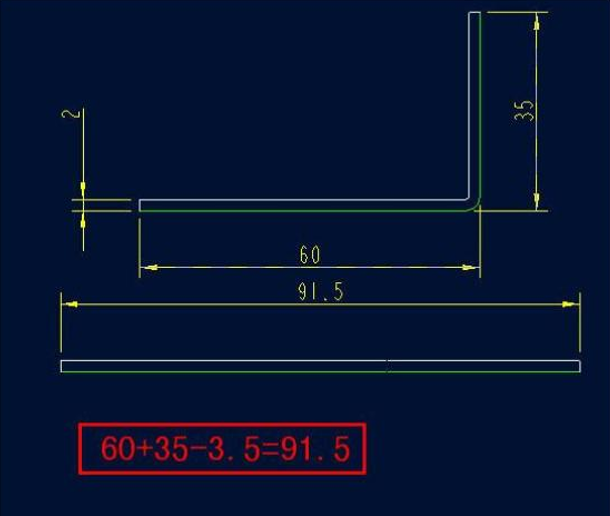
ເງິນອຸດໜູນງໍ.ແຜ່ນເຫຼັກທີ່ສ້າງຂຶ້ນມີສາມມິຕິຄື: ສອງມິຕິ contour ແລະມິຕິຄວາມຫນາຫນຶ່ງ, ແລະສອງຂະຫນາດ contour ໄດ້ຖືກກໍານົດເປັນ L1 ແລະ L2, ແລະຂະຫນາດຄວາມຫນາແມ່ນ T. L1 + L2 ແມ່ນຈະຫຼາຍກ່ວາຄວາມຍາວ unfolded L. ຄວາມແຕກຕ່າງລະຫວ່າງພວກມັນແມ່ນຄ່າອະນຸຍາດງໍ, ກຳນົດເປັນ K. ຈາກນັ້ນ ມິຕິທີ່ເປີດເຜີຍຂອງງໍ L=L1+L2-K.ຄ່າ K ຂອງແຜ່ນເຫຼັກມ້ວນເຢັນທົ່ວໄປ (ສະພາບ: ງໍ 90 ອົງສາ, ເຄື່ອງມືບິດມາດຕະຖານ)
T=1.0 K=1.8
T=1.2 K=2.1
T=1.5 K=2.5
T=2.0 K=3.5
T=2.5 K=4.3
T=3.0 K=5.0
T=3.5 K=6.05
T=4.5 K=7.0
T=5.0 K=8.5
ຕົວຢ່າງ 1
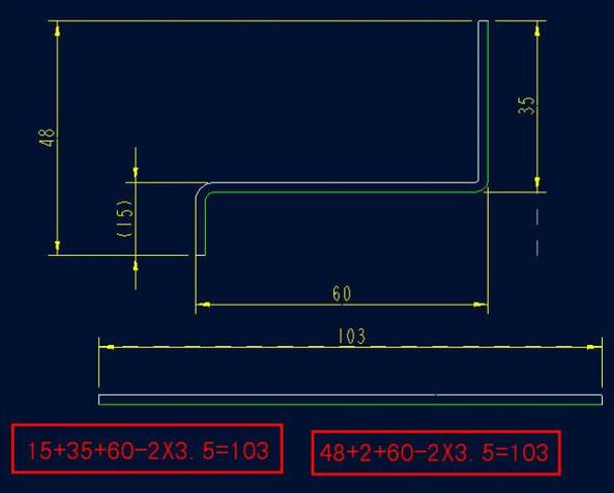
ຕົວຢ່າງ 2
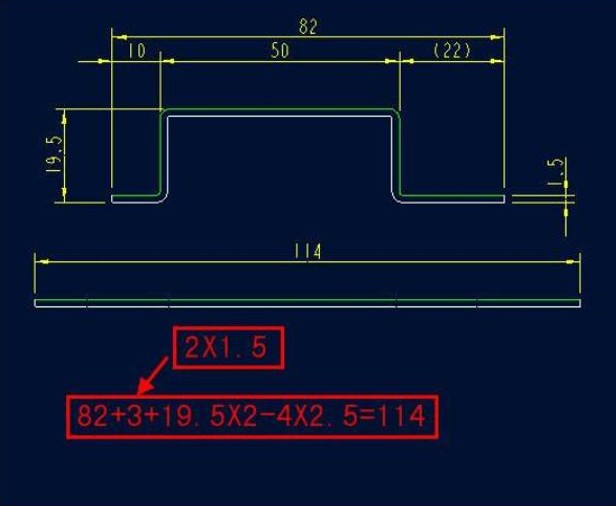
ຕົວຢ່າງ 3
ແຜ່ນເຫຼັກກ້າໂດຍການໃຊ້ PROLEAN'TECHNOLOGY.
ທີ່ PROLEAN TECH, ພວກເຮົາມີຄວາມກະຕືລືລົ້ນໃນບໍລິສັດຂອງພວກເຮົາແລະການບໍລິການທີ່ພວກເຮົາສະຫນອງໃຫ້ແກ່ລູກຄ້າຂອງພວກເຮົາ.ດັ່ງນັ້ນ, ພວກເຮົາລົງທຶນຢ່າງຫຼວງຫຼາຍໃນຄວາມກ້າວຫນ້າຫລ້າສຸດໃນເຕັກໂນໂລຢີຂອງພວກເຮົາແລະມີວິສະວະກອນທີ່ອຸທິດຕົນເພື່ອກໍາຈັດຂອງເຈົ້າ.ຕິດຕໍ່ພວກເຮົາໂດຍບໍ່ເສຍຄ່າquote.
![]()
ວິໄສທັດຂອງ Prolean ແມ່ນເພື່ອກາຍເປັນຜູ້ໃຫ້ບໍລິການແກ້ໄຂຊັ້ນນໍາຂອງການຜະລິດຕາມຄວາມຕ້ອງການ.ພວກເຮົາເຮັດວຽກໜັກເພື່ອເຮັດໃຫ້ການຜະລິດງ່າຍ, ໄວ, ແລະປະຫຍັດຕົ້ນທຶນຈາກການຜະລິດແບບຕົ້ນແບບຈົນເຖິງການຜະລິດ.
ເວລາປະກາດ: 24-03-2022