ProLeanHub. Прыблізны час чытання: 5 хвілін 17 секунд

Што такое гнутка ліставога металу?
Абсталяванне для гібкі ліставога металу
Віды гібкі ліставога металу
Дапаможнік і методыка разліку ліставога металу
1 Што такое гнутка ліставога металу?
Выгіб з'яўляецца формай дэфармацыі і з'яўляецца адным з трох асноўных працэсаў у вытворчасці ліставога металу;дзве іншыя разразаюць і злучаюць.Працэс гнуткасці ліставога металу - гэта працэс фарміравання ліставога металу ў трох вымярэннях з дапамогай абсталявання пад ціскам і спецыяльных штампаў.З-за рознага матэрыялу, таўшчыні, даўжыні і шырыні ліставога металу, а таксама розных формаў і вуглоў фармоўкі, тоны і памеры гнуткавых машын для абсталявання пад ціскам адрозніваюцца, а таксама вышыня, форма і V- памер амплітуды верхняга і ніжняга плашчакоў, а таксама іх спецыяльныя формы плашчакоў розныя.Звычайна выкарыстоўваецца для ператварэння плоскіх дэталяў з ліставога металу ў V-вобразныя, U-вобразныя або пазавыя.
2 Абсталяванне для гібкі ліставога металу
Найбольш важным абсталяваннем для гібкі ліставога металу з'яўляецца тормаз, які бывае некалькіх розных формаў.
- A двухсхільны тормазгэта простая гнуткавая машына - і найбольш шырока выкарыстоўваны тормаз у вытворчасці - якая прыціскае ліст металу да роўнай паверхні, а затым выкарыстоўвае сілу праз рух рухомага гнуткавага ляза, каб зрабіць прамыя выгібы або простыя зморшчыны.
- Гібочны станокгэта разнавіднасць гнуткавага станка, які выкарыстоўвае рухомы пуансон і адпаведныя штампы.У гэтым працэсе ліставы метал змяшчаецца на штамп, і пуансон прымушаецца рухацца ў метал, прымушаючы яго ў штамп.У залежнасці ад формы штампа, згінальныя машыны могуць быць выкарыстаны для стварэння V-вобразных выгібаў, U-вобразных выгібаў і іншых формаў.
- Скрыначныя тормазы(таксама вядомыя як пальцавыя тармазы) - гэта яшчэ адзін тып гнуткавых станкоў, якія выкарыстоўваюць шэраг металічных "пальцаў" для выканання некалькіх нестандартных выгібаў.Як вынікае з назвы, тармазы скрынак звычайна выкарыстоўваюцца для вырабу скрынак нестандартнага памеру.
- Брусковая фальцевальная машынагэта невялікая і простая гнуткавая машына з ручкай, якая захоплівае ліст металу і згінае яго адным рухам.
3 віды гнуткай ліставога металу
Існуюць розныя віды згінання ліставога металу, якія выкарыстоўваюцца для дасягнення розных выгібаў рознымі спосабамі.Тры з гэтых метадаў гібкі (гібка паветрам, гнуткае дно і чаканка) Метады гібкі ліставога металу падобныя тым, што іх канчатковай мэтай з'яўляецца пераўтварэнне структуры ліставога металу ў патрэбную форму.Аднак яны адрозніваюцца сваёй працай.Разуменне таго, як гнуць ліставы метал, патрабуе разумення такіх фактараў, як таўшчыня матэрыялу, памеры выгібу, радыус выгібу ліставога металу і меркаванае выкарыстанне, якія вызначаюць метад.
1) Выгіб паветра
Паветраная гібка - гэта спосаб гібкі, пры якім пуансон уціскае ліст металу ў штамп, але не так моцна, каб ён дакранаўся да сценак гібка.
Гэты метад не такі дакладны, як іншыя, але ён вельмі гнуткі: яго можна выкарыстоўваць для стварэння V, U і іншых формаў выгібаў.Часткова гэта адбываецца таму, што геаметрыя штампа не павінна дакладна адпавядаць жаданаму выгібу ліставога металу, паколькі паміж дзвюма паверхнямі няма кантакту.
2) Дно
Ніжні - яшчэ адзін спосаб згінання згінаў.Падчас падгінання пуансон цалкам уціскае металічны ліст у форму, ствараючы выгіб, які адпавядае геаметрыі ўнутры формы.З яго дапамогай робяць V-вобразныя выгібы.
3) чаканка
Чаканка - гэта больш дарагі тып выгібу, пры якім пуансон апускаецца з большай сілай у ліставы метал і штамп, што прыводзіць да пастаяннай дэфармацыі з невялікай спружыннай аддачай.
4) Складаныя
Складванне можа быць выканана на такіх машынах, як франтонныя тармазы або машыны для згінання стрыжняў.Ліставы метал заціскаецца на месцы перад тым, як заціскная бэлька падымаецца, каб сагнуць метал вакол профілю.Складанне дасягае V-вобразнага выгібу і дазваляе ствараць станоўчыя або адмоўныя вуглы выгібу.
5) Выціранне
Выціранне (або згінанне краёў або згінанне па краях) - гэта яшчэ адзін метад згінання, які ўжываецца для такіх машын, як франтонныя тармазы і сталёвыя фальцовачныя машыны (у некаторых выпадках гнуткавыя машыны).Гэта хутчэй, чым складанне, але можа нанесці большую шкоду паверхні ліставога металу.
6) Паваротнае згінанне
З-за выкарыстоўванага абсталявання вальцовая гнутка, верагодна, з'яўляецца самым унікальным працэсам гнуткай ліставога металу.Сістэма згінання рулонаў мае тры цыліндрычныя ролікі, якія згінаюць металічны ліст у выгнутую форму, таму яго можна выкарыстоўваць для вырабу труб, труб і іншых круглых дэталяў.
7) Згінанне ў джоггле
Выгіб у выглядзе патоку (часам званы згінаннем з ямкамі) - гэта метад згінання з выкарыстаннем гнуткавага станка, які набліжаецца да плыўнага згінання (напрыклад, выраблянага згінаннем вальцамі).Выконваючы паслядоўна некалькі невялікіх V-вобразных выгібаў, згінанне Joggle можа ствараць выгібы, якія выглядаюць як крывыя.
4Дапаможнік і методыка разліку ліставога металу
1) Прыпуск на выгіб ліставога металу
Пры згінанні ліста металу вонкавы бок выгібу расцягваецца, і таму змяняюцца яго памеры.Гэта азначае, напрыклад, што агульная даўжыня дзвюх ножак V-вобразнага выгібу будзе больш першапачатковай даўжыні ліста.
Такім чынам, калі памеры змяняюцца, як мы дакладна сканструюем дэталь, каб пераканацца, што яна падыходзіць разам з іншымі кампанентамі?Як вызначыць, якой даўжыні павінен быць плоскі ліст металу?Каб кампенсаваць змяненне памераў, мы павінны ўлічваць прыпуск на выгіб: розніцу паміж даўжынёй разгорнутай пласціны і сумай даўжынь кожнай ножкі гатовай сагнутай дэталі.
2) Формула разліку разгортвання ліставога металу
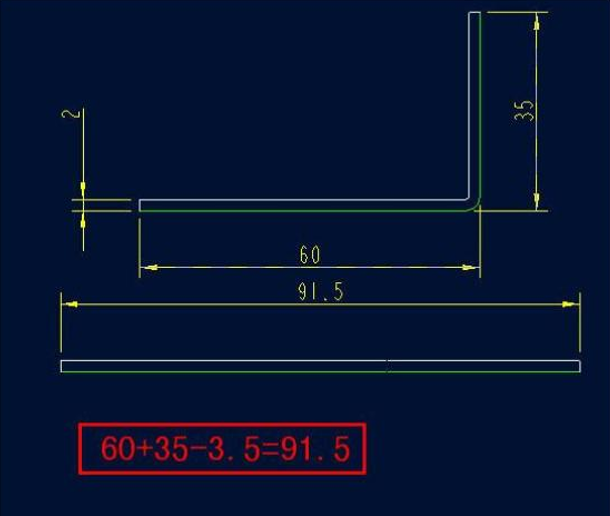
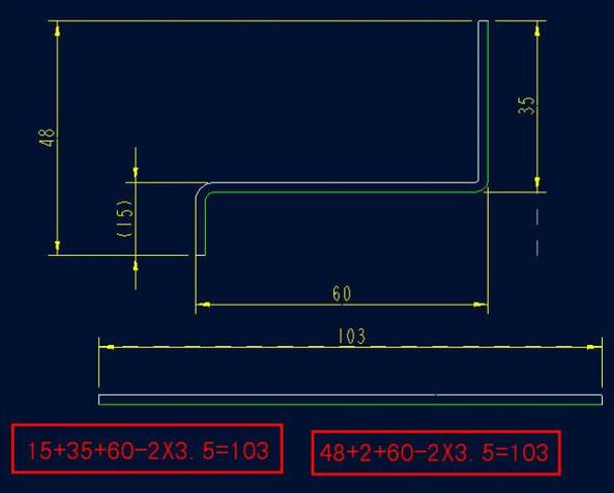
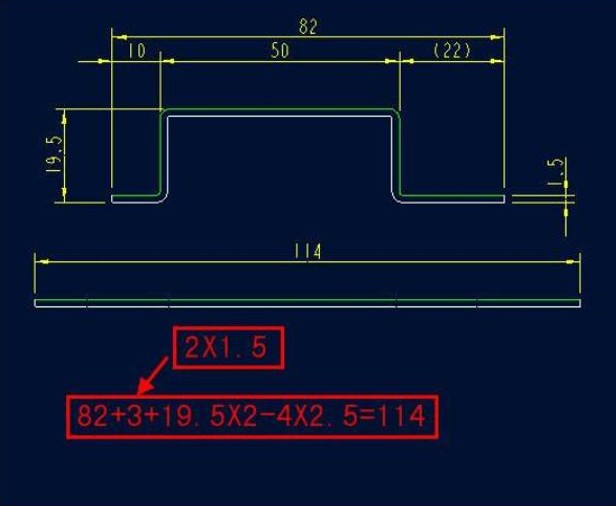
Прыпуск на згінанне.Сфармаваны выгіб ліставога металу мае тры памеры: два памеры контуру і адзін памер таўшчыні, і два памеры контуру вызначаны як L1 і L2, а памер таўшчыні роўны Т. L1+L2 павінна быць больш, чым даўжыня L у разгорнутым выглядзе. розніца паміж імі - прыпуск на выгіб, які вызначаецца як K. Тады памер згіну ў разгорнутым выглядзе L=L1+L2-K.Значэнне K звычайнай халоднакатанай сталёвай пласціны (стан: згін на 90 градусаў, стандартны інструмент для гнуткання)
Т=1,0 К=1,8
Т=1,2 К=2,1
Т=1,5 К=2,5
Т=2,0 К=3,5
Т=2,5 К=4,3
Т=3,0 К=5,0
Т=3,5 К=6,05
Т=4,5 К=7,0
Т=5,0 К=8,5
Прыклад 1
Прыклад 2
Прыклад 3
Гібка ліставога металу па PROLEAN'TECHNOLOGY.
У PROLEAN TECH мы захопленыя нашай кампаніяй і паслугамі, якія мы прадстаўляем нашым кліентам.Такім чынам, мы ўкладваем значныя сродкі ў апошнія дасягненні нашых тэхналогій і маем у вашым распараджэнні адданых інжынераў.Звяжыцеся з намі бясплатнацытата.
![]()
Бачанне Prolean - стаць вядучым пастаўшчыком рашэнняў для вытворчасці па патрабаванні.Мы прыкладаем усе намаганні, каб зрабіць вытворчасць лёгкай, хуткай і эканамічнай - ад стварэння прататыпа да вытворчасці.
Час публікацыі: 24 сакавіка 2022 г