ProLeanHub. Tinatayang oras ng pagbabasa: 5 minuto, 17 segundo

Ano ang sheet metal bending?
Sheet Metal Bending Equipment
Mga Uri ng Sheet Metal Bending
Sheet Metal Bending Allowance at Mga Teknik sa Pagkalkula
1 Ano ang sheet metal bending?
Ang baluktot ay isang anyo ng pagpapapangit at isa sa tatlong pangunahing proseso sa paggawa ng sheet metal;ang dalawa pa ay naghihiwa at sumasali.Ang proseso ng bending ng sheet metal fabrication ay ang proseso ng paghubog ng sheet metal sa tatlong dimensyon gamit ang pressure equipment at mga espesyal na dies.Dahil sa iba't ibang materyal, kapal, haba at lapad ng sheet metal pati na rin ang iba't ibang mga hugis at anggulo ng pagbubuo, ang mga tonelada at sukat ng mga pressure equipment na bending machine ay naiiba, pati na rin ang taas, hugis at V- laki ng amplitude ng upper at lower dies, at iba ang kanilang mga espesyal na hugis ng die.Karaniwang ginagamit upang gawing V-shaped, U-shaped o slotted ang mga flat sheet na bahagi ng metal.
2 Sheet metal bending equipment
Ang pinakamahalagang sheet metal bending equipment ay ang preno, na may iba't ibang anyo.
- A gable prenoay isang simpleng bending machine - at ang pinakamalawak na ginagamit na preno sa pagmamanupaktura - na ikinakapit ang isang sheet ng metal sa isang patag na ibabaw at pagkatapos ay gumagamit ng puwersa sa pamamagitan ng paggalaw ng isang nagagalaw na baluktot na talim upang makagawa ng mga tuwid na liko o simpleng mga tupi.
- Isang bending machineay isang uri ng bending machine na gumagamit ng gumagalaw na suntok at kaukulang dies.Sa prosesong ito, inilalagay ang sheet metal sa die at ang suntok ay pinipilit na lumipat sa metal, na pinipilit ito sa die.Depende sa hugis ng die, ang mga bending machine ay maaaring gamitin upang lumikha ng V-bends, U-bends at iba pang mga hugis.
- Mga kahon ng preno(kilala rin bilang finger brakes) ay isa pang uri ng bending machine na gumagamit ng isang hilera ng metal na "mga daliri" upang gumawa ng maraming custom na pagliko.Gaya ng ipinahihiwatig ng pangalan, ang mga box brake ay karaniwang ginagamit upang gumawa ng mga custom na laki ng mga kahon.
- Isang bar folding machineay isang maliit at simpleng bending machine na may hawakan na nakakapit sa isang sheet ng metal at binabaluktot ito sa isang galaw.
3 Uri ng Sheet Metal Bending
Mayroong iba't ibang uri ng sheet metal bending na ginagamit upang makamit ang iba't ibang mga bends sa iba't ibang paraan.Tatlo sa mga pamamaraan ng baluktot na ito (air bending, bottoming at coining) Ang mga pamamaraan ng pag-baluktot ng sheet metal ay magkatulad na ang kanilang pangunahing layunin ay i-convert ang istraktura ng sheet metal sa nais na anyo.Gayunpaman, naiiba sila sa kanilang operasyon.Ang pag-unawa kung paano i-bend ang sheet metal ay nangangailangan ng pag-unawa sa mga salik gaya ng kapal ng materyal, mga sukat ng bending, sheet metal bending radius at nilalayong paggamit na tumutukoy sa paraan.
1) Air Bending
Ang air bending ay isang baluktot na paraan kung saan idinidiin ng suntok ang sheet metal sa die, ngunit hindi gaanong nakadikit sa mga dingding ng die.
Ang pamamaraang ito ay hindi kasing-tumpak ng iba, ngunit ito ay napaka-flexible: maaari itong magamit upang gumawa ng V, U at iba pang mga hugis ng mga liko.Ito ay bahagyang dahil ang die geometry ay hindi kailangang tumugma nang eksakto sa nais na sheet metal bend, dahil walang contact sa pagitan ng dalawang ibabaw.
2) Bottoming
Bottoming ay isa pang paraan ng bending bends.Sa panahon ng underbending, ang suntok ay pinindot nang buo ang sheet metal sa die, na lumilikha ng isang liko na tumutugma sa geometry sa loob ng die.Ito ay ginagamit upang gumawa ng V-shaped bends.
3) Coining
Ang coining ay isang mas mahal na uri ng bending bend kung saan ang suntok ay ibinababa nang may mas malaking puwersa sa sheet metal at ang die, na nagreresulta sa permanenteng deformation na may maliit na springback.
4) Pagtitiklop
Maaaring isagawa ang pagtitiklop sa mga makina tulad ng gable brakes o rod folding machine.Ang sheet metal ay naka-clamp sa lugar bago ang clamping beam ay nakataas upang ibaluktot ang metal sa paligid ng profile.Ang pagtitiklop ay nakakamit ng isang hugis-V na liko at nagbibigay-daan para sa positibo o negatibong mga anggulo ng baluktot.
5) Pagpupunas
Ang pagpupunas (o pagbaluktot sa gilid o pag-wipe-bending) ay isa pang paraan ng pagbaluktot na inilalapat sa mga makinarya gaya ng gable brakes at steel folding machine (sa ilang mga kaso, mga bending machine).Ito ay mas mabilis kaysa sa natitiklop, ngunit maaaring magdulot ng mas maraming pinsala sa ibabaw ng sheet metal.
6) Rotary Bending
Dahil sa makinarya na ginamit, ang roll bending ay marahil ang pinaka-natatanging proseso ng sheet metal bending.Ang roll bending system ay may tatlong cylindrical rollers na yumuko sa sheet metal sa isang hubog na hugis, kaya maaari itong magamit upang gumawa ng mga tubo, tubo at iba pang mga bilog na bahagi.
7) Joggle Bending
Ang joggle bending (minsan ay tinatawag na dimple bending) ay isang paraan ng pagyuko gamit ang isang bending machine na humigit-kumulang sa makinis na baluktot (gaya ng ginawa ng roll bending).Sa pamamagitan ng pagsasagawa ng ilang maliliit na V-shaped na liko nang sunud-sunod, ang Joggle bending ay maaaring makagawa ng mga liko na parang mga kurba.
4Sheet Metal Bending Allowance at Mga Teknik sa Pagkalkula
1) Sheet Metal Bending Allowance
Kapag ang isang sheet ng metal ay baluktot, ang labas ng liko ay nakaunat at samakatuwid ay nagbabago ang mga sukat nito.Nangangahulugan ito, halimbawa, na ang kabuuang haba ng dalawang binti ng isang V-bend ay mas mahaba kaysa sa orihinal na haba ng sheet.
Kaya, kung magbabago ang mga dimensyon, paano natin tumpak na ididisenyo ang isang bahagi upang matiyak na magkasya ito kasama ng iba pang mga bahagi?Paano tayo magpapasya kung gaano katagal dapat ang flat sheet ng metal?Upang mabayaran ang pagbabago sa dimensyon, dapat nating isaalang-alang ang baluktot na allowance: ang pagkakaiba sa pagitan ng haba ng nakabukang plato at ang kabuuan ng mga haba ng bawat binti ng natapos na baluktot na bahagi.
2) Sheet metal paglalahad formula pagkalkula
Baluktot na allowance.Ang nabuong sheet metal bend ay may tatlong dimensyon: dalawang dimensyon ng contour at isang dimensyon ng kapal, at ang dalawang dimensyon ng contour ay tinukoy bilang L1 at L2, at ang dimensyon ng kapal ay T. Ang L1+L2 ay dapat na mas malaki kaysa sa nakabukang haba L. Ang Ang pagkakaiba sa pagitan ng mga ito ay ang baluktot na allowance, na tinukoy bilang K. Pagkatapos ay ang nakabukas na sukat ng isang liko L=L1+L2-K.Ang K value ng isang pangkalahatang cold rolled steel plate (kondisyon: 90 degree bend, standard bending tool)
T=1.0 K=1.8
T=1.2 K=2.1
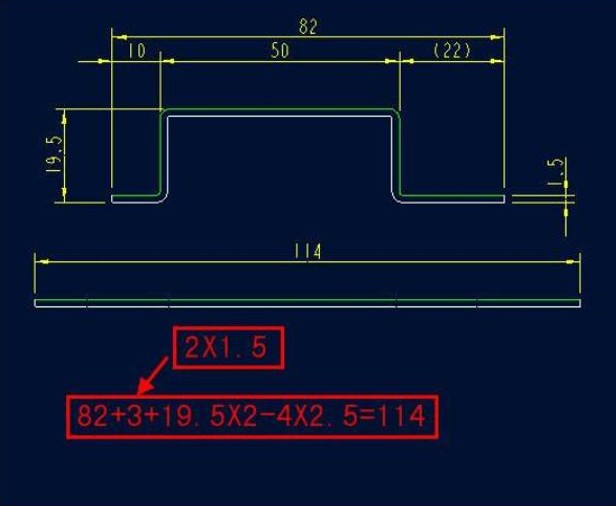
T=1.5 K=2.5
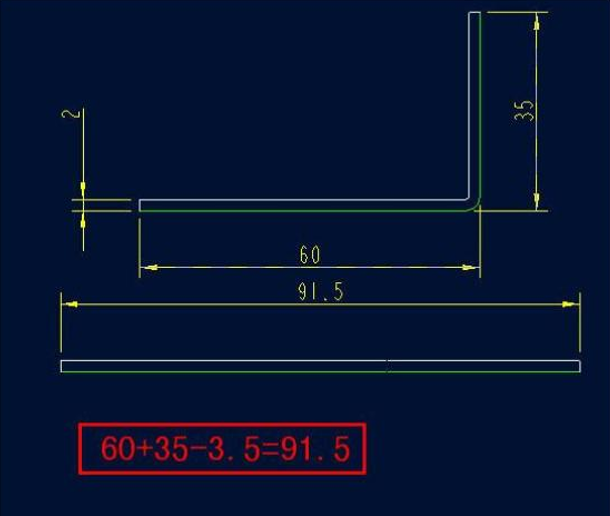
T=2.0 K=3.5
T=2.5 K=4.3
T=3.0 K=5.0
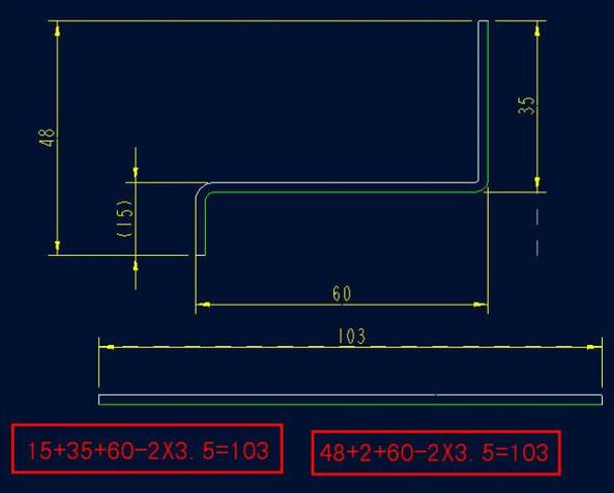
T=3.5 K=6.05
T=4.5 K=7.0
T=5.0 K=8.5
Halimbawa 1
Halimbawa 2
Halimbawa 3
Sheet metal bending sa pamamagitan ng paggamit ng PROLEAN'TECHNOLOGY.
Sa PROLEAN TECH, masigasig kami sa aming kumpanya at sa mga serbisyong ibinibigay namin sa aming mga customer.Dahil dito, namumuhunan kami nang malaki sa mga pinakabagong pag-unlad sa aming teknolohiya at mayroon kaming dedikadong mga inhinyero sa iyong pagtatapon.Makipag-ugnayan sa amin nang librequote.
![]()
Ang pananaw ng Prolean ay maging isang nangungunang provider ng solusyon ng On-Demand Manufacturing.Nagsusumikap kaming maging madali, mabilis, at makatipid sa gastos mula sa prototyping hanggang sa produksyon.
Oras ng post: Mar-24-2022