ProLeanHub. ඇස්තමේන්තුගත කියවීමේ කාලය: විනාඩි 5, තත්පර 17

තහඩු ලෝහ නැමීම යනු කුමක්ද?
තහඩු ලෝහ නැමීමේ උපකරණ
තහඩු ලෝහ නැමීම් වර්ග
තහඩු ලෝහ නැමීමේ දීමනාව සහ ගණනය කිරීමේ තාක්ෂණය
1 තහඩු ලෝහ නැමීම යනු කුමක්ද?
නැමීම යනු විරූපණ ආකාරයක් වන අතර තහඩු ලෝහ නිෂ්පාදනයේ ප්රධාන ක්රියාවලි තුනෙන් එකකි;අනිත් දෙක කපාගෙන එකතු වෙනවා.තහඩු ලෝහ නිෂ්පාදන නැමීමේ ක්රියාවලිය යනු පීඩන උපකරණ සහ විශේෂ ඩයිස් භාවිතයෙන් තහඩු ලෝහ ත්රිමාණයකට හැඩගැස්වීමේ ක්රියාවලියයි.තහඩු ලෝහයේ විවිධ ද්රව්ය, ඝණකම, දිග සහ පළල මෙන්ම සෑදීමේ විවිධ හැඩයන් සහ කෝණ හේතුවෙන් පීඩන උපකරණ නැමීමේ යන්ත්රවල ටොන් සහ ප්රමාණය වෙනස් වේ, මෙන්ම උස, හැඩය සහ V- ඉහළ සහ පහළ ඩයිස් වල විස්තාරය ප්රමාණය සහ ඒවායේ විශේෂ ඩයි හැඩයන් වෙනස් වේ.සාමාන්යයෙන් පැතලි තහඩු ලෝහ කොටස් V-හැඩැති, U-හැඩැති හෝ ස්ලට් බවට පත් කිරීමට භාවිතා කරයි.
2 තහඩු ලෝහ නැමීමේ උපකරණ
වඩාත්ම වැදගත් තහඩු ලෝහ නැමීමේ උපකරණ වන්නේ විවිධ ආකාර කිහිපයකින් එන තිරිංගයි.
- A ගේබල් තිරිංගසරල නැමීමේ යන්ත්රයකි - සහ නිෂ්පාදනයේ බහුලව භාවිතා වන තිරිංග - එය පැතලි මතුපිටකට ලෝහ පත්රයක් තද කර සෘජු නැමීම් හෝ සරල රැළි ඇති කිරීම සඳහා චලනය කළ හැකි නැමීමේ තලයක චලනය හරහා බලය භාවිතා කරයි.
- නැමීමේ යන්ත්රයක්චලනය වන පන්ච් සහ අනුරූප ඩයිස් භාවිතා කරන නැමීමේ යන්ත්ර වර්ගයකි.මෙම ක්රියාවලියේදී, තහඩු ලෝහය ඩයි මත තබා ඇති අතර පන්ච් ලෝහය තුළට ගමන් කිරීමට බල කෙරෙයි, එය ඩයි එකට බල කරයි.ඩයි එකේ හැඩය අනුව, V-වංගු, U-නැමීම් සහ වෙනත් හැඩතල නිර්මාණය කිරීමට නැමීමේ යන්ත්ර භාවිතා කළ හැකිය.
- පෙට්ටි තිරිංග(ඇඟිලි තිරිංග ලෙසද හැඳින්වේ) යනු බහු අභිරුචි නැමීම් සෑදීම සඳහා ලෝහ “ඇඟිලි” පේළියක් භාවිතා කරන තවත් නැමීමේ යන්ත්රයකි.නමට අනුව, පෙට්ටි තිරිංග සාමාන්යයෙන් අභිරුචි ප්රමාණයේ පෙට්ටි සෑදීමට භාවිතා කරයි.
- බාර් නැමීමේ යන්ත්රයක්යනු ලෝහ පත්රයක් ග්රහණය කර තනි චලිතයකින් එය නැමෙන හසුරුවකින් යුත් කුඩා හා සරල නැමීමේ යන්ත්රයකි.
3 ෂීට් ලෝහ නැමීම් වර්ග
විවිධ ආකාරවලින් විවිධ නැමීම් ලබා ගැනීම සඳහා භාවිතා කරන විවිධ වර්ගයේ තහඩු ලෝහ නැමීම් ඇත.මෙම නැමීමේ ක්රම තුනක් (වාතය නැමීම, පතුල සහ කාසි කිරීම) තහඩු ලෝහ නැමීමේ ක්රම සමාන වන අතර ඒවායේ අවසාන ඉලක්කය වන්නේ තහඩු ලෝහ ව්යුහය අපේක්ෂිත ආකෘතියට පරිවර්තනය කිරීමයි.කෙසේ වෙතත්, ඒවායේ ක්රියාකාරිත්වය වෙනස් වේ.ලෝහ තහඩු නැමීමට ආකාරය අවබෝධ කර ගැනීම සඳහා ද්රව්ය ඝනකම, නැමීමේ මානයන්, තහඩු ලෝහ නැමීමේ අරය සහ ක්රමය තීරණය කරන අපේක්ෂිත භාවිතය වැනි සාධක පිළිබඳ අවබෝධයක් අවශ්ය වේ.
1) වායු නැමීම
වාතය නැමීම යනු නැමීමේ නැමීමේ ක්රමයකි, එහිදී පන්ච් ලෝහ තහඩුව ඩයි එකට තද කරයි, නමුත් එය ඩයි එකේ බිත්තිවලට ස්පර්ශ වන තාක් දුර නොවේ.
මෙම ක්රමය අනෙක් ඒවා තරම් නිවැරදි නොවේ, නමුත් එය ඉතා නම්යශීලී වේ: එය V, U සහ වෙනත් හැඩයන් නැමීමට භාවිතා කළ හැකිය.මෙයට හේතුව වන්නේ පෘෂ්ඨ දෙක අතර සම්බන්ධතාවක් නොමැති බැවින් ඩයි ජ්යාමිතිය අපේක්ෂිත තහඩු ලෝහ වංගුවට හරියටම අනුරූප වීමට අවශ්ය නොවන බැවිනි.
2) පහළට
පහළට නැමීමේ තවත් ක්රමයකි.යටි නැමීමේදී, පන්ච් ලෝහ තහඩුව සම්පූර්ණයෙන්ම ඩයි එකට තද කර, ඩයි එක ඇතුළත ජ්යාමිතියට අනුරූප වන වංගුවක් නිර්මාණය කරයි.එය V-හැඩැති නැමීම් සෑදීමට යොදා ගනී.
3) කාසිකරණය
Coining යනු වඩා මිල අධික නැමීමේ වංගුවකි, එහි ප්රතිඵලයක් ලෙස කුඩා ස්ප්රිංබැක් සමඟ ස්ථිර විරූපණයට තුඩු දෙන තහඩු ලෝහයේ සහ ඩයි හි වැඩි බලයකින් පන්ච් පහත් කරනු ලැබේ.
4) නැමීම
ගේබල් තිරිංග හෝ සැරයටිය නැමීමේ යන්ත්ර වැනි යන්ත්ර මත නැවීම සිදු කළ හැකිය.පැතිකඩ වටා ලෝහය නැමීම සඳහා කලම්ප කදම්භය මතු කිරීමට පෙර තහඩු ලෝහය සවි කර ඇත.නැමීම V-හැඩැති නැමීමක් ලබා ගන්නා අතර ධනාත්මක හෝ සෘණ නැමීමේ කෝණ සඳහා ඉඩ සලසයි.
5) පිසදැමීම
පිසදැමීම (හෝ දාර නැමීම හෝ පිසදැමීම) යනු ගේබල් තිරිංග සහ වානේ නැමීමේ යන්ත්ර (සමහර අවස්ථාවලදී නැමීමේ යන්ත්ර) වැනි යන්ත්ර සඳහා යොදන තවත් නැමීමේ ක්රමයකි.එය නැමීමට වඩා වේගවත් නමුත් තහඩු ලෝහ මතුපිටට වැඩි හානියක් සිදු කළ හැකිය.
6) රොටරි නැමීම
භාවිතා කරන යන්ත්ර සූත්ර නිසා රෝල් නැමීම බොහෝ විට අද්විතීය තහඩු ලෝහ නැමීමේ ක්රියාවලිය විය හැකිය.රෝල් නැමීමේ පද්ධතියට සිලින්ඩරාකාර රෝලර් තුනක් ඇති අතර එමඟින් තහඩු ලෝහ වක්ර හැඩයට නැමෙයි, එබැවින් එය පයිප්ප, ටියුබ් සහ අනෙකුත් වටකුරු කොටස් සෑදීමට භාවිතා කළ හැකිය.
7) ජොගල් නැමීම
ජොගල් නැමීම (සමහර විට ඩිම්පල් නැමීම ලෙස හැඳින්වේ) යනු සුමට නැමීම ආසන්න වශයෙන් (රෝල් නැමීමෙන් නිපදවන ලද) නැමීමේ යන්ත්රයක් භාවිතයෙන් නැමීමේ ක්රමයකි.කුඩා V-හැඩැති නැමීම් කිහිපයක් අනුක්රමිකව සිදු කිරීමෙන්, ජොගල් නැමීමෙන් වක්ර මෙන් පෙනෙන නැමීම් ඇති කළ හැකිය.
4තහඩු ලෝහ නැමීමේ දීමනාව සහ ගණනය කිරීමේ තාක්ෂණය
1) තහඩු ලෝහ නැමීමේ දීමනාව
ලෝහ පත්රයක් නැමුණු විට, වංගුවේ පිටත දිගු වන අතර එම නිසා එහි මානයන් වෙනස් වේ.මෙයින් අදහස් කරන්නේ, උදාහරණයක් ලෙස, V-වංගුවක කකුල් දෙකේ සම්පූර්ණ දිග පත්රයේ මුල් දිගට වඩා දිගු වනු ඇති බවයි.
එබැවින්, මානයන් වෙනස් වුවහොත්, අනෙක් සංරචක සමඟ එකට ගැලපෙන බව සහතික කිරීම සඳහා අපි නිවැරදිව කොටසක් සැලසුම් කරන්නේ කෙසේද?පැතලි ලෝහ පත්රය කොපමණ දිග විය යුතුද යන්න තීරණය කරන්නේ කෙසේද?මානය වෙනස් කිරීම සඳහා වන්දි ගෙවීම සඳහා, අපි නැමීමේ දීමනාව සලකා බැලිය යුතුය: දිග හැරෙන තහඩුවේ දිග සහ නිමි නැමුණු කොටසේ එක් එක් කකුලේ දිග එකතුව අතර වෙනස.
2) තහඩු ලෝහ දිග හැරෙන ගණනය කිරීමේ සූත්රය
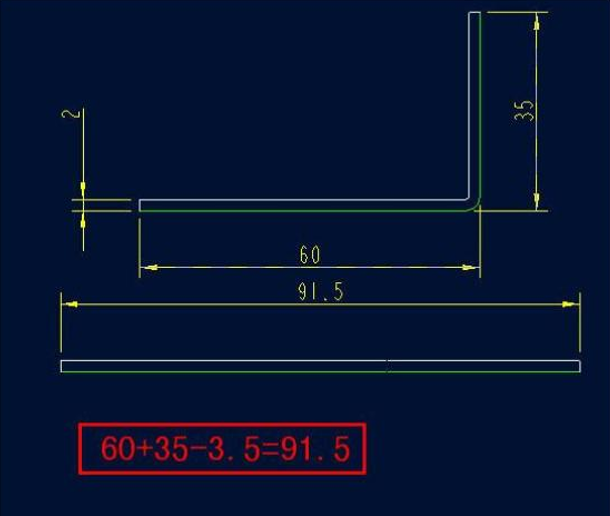
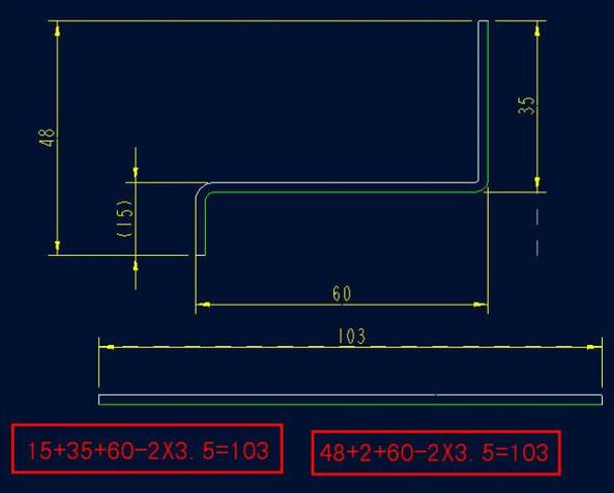
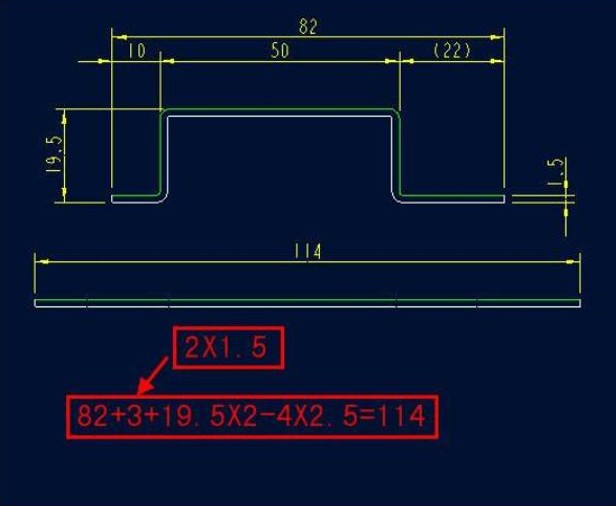
නැමීමේ දීමනාව.සාදන ලද තහඩු ලෝහ වංගුවකට මාන තුනක් ඇත: සමෝච්ඡ මානයන් දෙකක් සහ එක් ඝනකම මානයක්, සහ සමෝච්ඡ මානයන් දෙක L1 සහ L2 ලෙස අර්ථ දක්වා ඇත, සහ ඝනකම මානය T. L1+L2 දිග දිග L ට වඩා වැඩි විය යුතුය. ඒවා අතර වෙනස වන්නේ නැමීමේ දීමනාවයි, එය K ලෙස අර්ථ දැක්වේ. එවිට L=L1+L2-K නැමීමක දිග හැරෙන මානය.සාමාන්ය සීතල රෝල් කරන ලද වානේ තහඩුවක K අගය (තත්ත්වය: අංශක 90 නැමීම, සම්මත නැමීමේ මෙවලම)
T=1.0 K=1.8
T=1.2 K=2.1
T=1.5 K=2.5
T=2.0 K=3.5
T=2.5 K=4.3
T=3.0 K=5.0
T=3.5 K=6.05
T=4.5 K=7.0
T=5.0 K=8.5
උදාහරණ 1
උදාහරණ 2
උදාහරණය 3
PROLEAN'TECHNOLOGY භාවිතයෙන් තහඩු ලෝහ නැමීම.
PROLEAN TECH හි, අපි අපගේ සමාගම සහ අපගේ ගනුදෙනුකරුවන්ට සපයන සේවාවන් කෙරෙහි දැඩි උනන්දුවක් දක්වමු.එබැවින්, අපි අපගේ තාක්ෂණයේ නවතම දියුණුව සඳහා විශාල වශයෙන් ආයෝජනය කරන අතර ඔබ සතුව කැපවූ ඉංජිනේරුවන් ඇත.නොමිලේ අප හා සම්බන්ධ වන්නඋපුටා ගැනීම.
![]()
Prolean හි දැක්ම වන්නේ On-Demand Manufacturing හි ප්රමුඛ පෙළේ විසඳුම් සපයන්නෙකු වීමයි.මූලාකෘතිකරණයේ සිට නිෂ්පාදනය දක්වා නිෂ්පාදනය පහසු, වේගවත් සහ පිරිවැය ඉතිරි කිරීමට අපි වෙහෙස මහන්සි වී වැඩ කරමින් සිටිමු.
පසු කාලය: මාර්තු-24-2022