ProLeanHub ခန့်မှန်းဖတ်ချိန်- 5 မိနစ် 17 စက္ကန့်

စာရွက်သတ္တုကွေးခြင်းဆိုတာဘာလဲ။
Sheet Metal Bending Equipment
Sheet Metal Bending အမျိုးအစားများ
Sheet Metal Bending Allowance နှင့် Calculation Techniques
1 Sheet metal ကွေးခြင်းဆိုသည်မှာ အဘယ်နည်း။
ကွေးခြင်းဆိုသည်မှာ ပုံပျက်ခြင်းပုံစံဖြစ်ပြီး စာရွက်သတ္တုထုတ်လုပ်ခြင်းတွင် အဓိကလုပ်ငန်းစဉ် သုံးခုထဲမှ တစ်ခုဖြစ်သည်။ကျန်တဲ့နှစ်ယောက်က ခုတ်ထစ်ပြီး ပေါင်းတယ်။စာရွက်သတ္တုထုတ်လုပ်ခြင်း ကွေးခြင်းလုပ်ငန်းစဉ်သည် ဖိအားပစ္စည်းများကို အသုံးပြု၍ စာရွက်သတ္တုကို အပိုင်းသုံးပိုင်းအဖြစ် ပုံသွင်းခြင်းနှင့် အထူးသေဆုံးခြင်းလုပ်ငန်းစဉ်ဖြစ်သည်။စာရွက်သတ္တု၏ မတူညီသော ပစ္စည်း၊ အထူ၊ အလျားနှင့် အနံအပြင် ပုံသဏ္ဍာန်အမျိုးမျိုးနှင့် ထောင့်များ ကွဲပြားခြင်းကြောင့် ဖိအားစက်များ၏ တန်ချိန်နှင့် အရွယ်အစားများသည် ကွေးညွှတ်စက်များအပြင် အမြင့်၊ ပုံသဏ္ဍာန်နှင့် V- ကွဲပြားပါသည်။ အထက်ပိုင်းနှင့် အောက်ပိုင်း သေဆုံးမှု ပမာဏ ပမာဏ နှင့် ၎င်းတို့၏ အထူး သေဆုံး ပုံသဏ္ဍာန် ကွဲပြားသည်။အများအားဖြင့် ပြားချပ်ချပ်သတ္တု အစိတ်အပိုင်းများကို V-shaped၊ U-shaped သို့မဟုတ် slotted အဖြစ်သို့ ပြောင်းလဲရန် အသုံးပြုကြသည်။
2 Sheet သတ္တုကွေးစက်
အရေးကြီးဆုံးသော စာရွက်သတ္တုကွေးသည့် ကိရိယာမှာ ပုံစံအမျိုးမျိုးဖြင့် ပါလာသည့် ဘရိတ်ဖြစ်သည်။
- A မြင်းမိုရ်ဘရိတ်ရိုးရှင်းသော ကွေးညွှတ်သည့်စက် – နှင့် ထုတ်လုပ်ရေးတွင် အသုံးအများဆုံး ဘရိတ် – သည် သတ္တုပြားတစ်ချပ်ကို မျက်နှာပြင်ညီညာစွာ ချည်နှောင်ကာ ဖြောင့်တန်းသော ကွေးညွှတ်မှုဖြစ်စေရန် သို့မဟုတ် ရိုးရိုးအတွန့်များဖြစ်စေရန်အတွက် ရွေ့လျားနိုင်သော ကွေးထားသောဓား၏ ရွေ့လျားမှုမှတစ်ဆင့် အင်အားကိုအသုံးပြုသည်။
- ကွေးစက်ရွေ့လျားနေသော Punch နှင့် သက်ဆိုင်သော အသေများကို အသုံးပြုသည့် ကွေးစက်အမျိုးအစားဖြစ်သည်။ဤလုပ်ငန်းစဉ်တွင်၊ စာရွက်သတ္တုကို အံစာတုံးပေါ်တွင် ချထားကာ သတ္တုတွင်းသို့ တွန်းထုတ်ရန် တွန်းအားပေးကာ အသေထဲသို့ တွန်းပို့သည်။အသေ၏ပုံသဏ္ဍာန်ပေါ် မူတည်၍ V-bends၊ U-bends နှင့် အခြားပုံသဏ္ဍာန်များကို ဖန်တီးရန် ကွေးစက်များကို အသုံးပြုနိုင်သည်။
- ဘောက်ဘရိတ်(လက်ချောင်းဘရိတ်များဟုလည်းခေါ်သည်) သည် စိတ်ကြိုက်ကွေးခြင်းများစွာပြုလုပ်ရန် သတ္တု “လက်ချောင်းများ” အတန်းကိုအသုံးပြုသည့် ကွေးညွှတ်သည့်စက်အမျိုးအစားဖြစ်သည်။အမည်ဖော်ပြသည့်အတိုင်း ဘောက်စ်ဘရိတ်များကို အများအားဖြင့် စိတ်ကြိုက်အရွယ်အစားသေတ္တာများပြုလုပ်ရန် အသုံးပြုကြသည်။
- ဘားခေါက်စက်သေးငယ်ပြီး ရိုးရှင်းသော ကွေးညွှတ်သည့် စက်တစ်ခုဖြစ်ပြီး သတ္တုတစ်ချပ်ကို ဆုပ်ကိုင်ကာ တစ်ချက်တည်း ကွေးညွှတ်နိုင်သည့် လက်ကိုင်တစ်ခုပါရှိသည်။
Sheet Metal Bending အမျိုးအစား ၃ မျိုး
မတူညီသော ကွေးညွှတ်မှုရရှိရန် အသုံးပြုသော စာရွက်သတ္တုကွေး အမျိုးအစား အမျိုးမျိုးရှိသည်။ဤကွေးညွှတ်ခြင်းနည်းလမ်းသုံးမျိုး (လေကိုကွေးခြင်း၊ အောက်ခံခြင်းနှင့် ဒင်္ဂါးပြားခြင်း) စာရွက်သတ္တုကွေးခြင်းနည်းလမ်းများသည် ၎င်းတို့၏ အန္တိမရည်မှန်းချက်မှာ စာရွက်သတ္တုဖွဲ့စည်းပုံကို လိုချင်သောပုံစံအဖြစ်သို့ ပြောင်းလဲရန်အတွက် တူညီပါသည်။သို့သော် ၎င်းတို့၏ လုပ်ဆောင်မှုတွင် ကွဲပြားသည်။စာရွက်သတ္တုကို ကွေးညွှတ်ပုံကို နားလည်ရန်၊ ပစ္စည်းအထူ၊ ကွေးညွှတ်သည့်အတိုင်းအတာ၊ စာရွက်သတ္တုကွေးအချင်းဝက်နှင့် နည်းလမ်းကို ဆုံးဖြတ်သည့် ရည်ရွယ်ထားသည့် အသုံးပြုမှုစသည့် အချက်များကို နားလည်ရန် လိုအပ်သည်။
1) Air Bending
လေကွေးညွှတ်ခြင်းဆိုသည်မှာ စာရွက်သတ္တုကို အံစာတုံးထဲသို့ ဖိလိုက်သည့် ကွေးညွှတ်ခြင်းနည်းလမ်းဖြစ်ပြီး အံစာတုံး၏ နံရံကို ထိသွားသည်အထိ မဟုတ်ပါ။
ဤနည်းလမ်းသည် အခြားသူများကဲ့သို့ တိကျမှုမရှိသော်လည်း ၎င်းသည် အလွန်ပြောင်းလွယ်ပြင်လွယ်ဖြစ်သည်- ၎င်းကို V၊ U နှင့် အခြားအကွေးပုံစံများပြုလုပ်ရန် အသုံးပြုနိုင်သည်။၎င်းသည် တစ်စိတ်တစ်ပိုင်းအားဖြင့် မျက်နှာပြင်နှစ်ခုကြားတွင် အဆက်အသွယ်မရှိသောကြောင့် သတ္တုပုံသဏ္ဍာန်သည် လိုချင်သောစာရွက်သတ္တုကွေးနှင့် အတိအကျသက်ဆိုင်ရန် မလိုအပ်သောကြောင့်ဖြစ်သည်။
2) အောက်ခြေ
Bottoming သည် ကွေးညွှတ်ခြင်း၏ အခြားသောနည်းလမ်းဖြစ်သည်။အောက်သို့ကွေးနေစဉ်တွင်၊ Punch သည် စာရွက်သတ္တုကို အံစာတုံးထဲသို့ လုံးလုံးဖိလိုက်ကာ အံစာတုံးအတွင်းရှိ ဂျီသြမေတြီနှင့် ကိုက်ညီသော ကွေးညွှတ်မှုကို ဖန်တီးသည်။V ပုံသဏ္ဍာန် ကွေးခြင်း ပြုလုပ်ရန် အသုံးပြုသည်။
၃) ငွေထည့်ခြင်း။
Coining သည် ပို၍စျေးကြီးသော ကွေးညွှတ်မှုအမျိုးအစားဖြစ်ပြီး Punch သည် Sheet metal နှင့် Die တွင် အင်အားပိုကြီးစွာဖြင့် နိမ့်ဆင်းသွားသည့်အတွက် springback အနည်းငယ်ဖြင့် အမြဲတမ်း ပုံပျက်နေပါသည်။
4) ခေါက်
ခေါက်ချိုးခြင်းကို မြင်းမိုရ်ဘရိတ် သို့မဟုတ် တုတ်ခေါက်စက်များကဲ့သို့သော စက်များတွင် လုပ်ဆောင်နိုင်သည်။ပရိုဖိုင်းတစ်ဝိုက်တွင် သတ္တုကိုကွေးရန် ကုပ်အလင်းတန်းကို မမြှောက်မီ စာရွက်သတ္တုကို ကုပ်ထားသည်။ခေါက်ခြင်းသည် V ပုံသဏ္ဌာန် ကွေးခြင်းကို ရရှိပြီး အပြုသဘော သို့မဟုတ် အနုတ် ထောင့်များကို ကွေးနိုင်စေသည်။
5) သုတ်ခြင်း။
Wiping (သို့မဟုတ် edge bending or wipe-bending) သည် gable brakes နှင့် steel folding machines (အချို့ကိစ္စများတွင် bending machines) ကဲ့သို့သော စက်ယန္တရားများအတွက် အသုံးပြုသော နောက်ထပ်ကွေးနည်းဖြစ်သည်။၎င်းသည် ခေါက်ခြင်းထက် ပိုမြန်သော်လည်း စာရွက်သတ္တုမျက်နှာပြင်ကို ပိုမိုပျက်စီးစေနိုင်သည်။
6) Rotary Bending
အသုံးပြုသည့် စက်ပစ္စည်းများကြောင့်၊ လှိမ့်ကွေးခြင်းသည် အထူးခြားဆုံး စာရွက်သတ္တုကွေးခြင်းလုပ်ငန်းစဉ် ဖြစ်နိုင်သည်။လှိမ့်ကွေးသည့်စနစ်တွင် စာရွက်သတ္တုကို အကွေးပုံစံအဖြစ် ကွေးပေးသော ဆလင်ဒါတုံးသုံးလုံးပါရှိသောကြောင့် ပိုက်များ၊ ပြွန်များနှင့် အခြားအဝိုင်းအစိတ်အပိုင်းများပြုလုပ်ရန် အသုံးပြုနိုင်သည်။
7) Joggle Bending
Joggle bending (တခါတရံ dimple bending ဟုခေါ်သည်) သည် ချောမွေ့သော ကွေးညွှတ်မှုကို ခန့်မှန်းချေ (အကြမ်းဖျင်းအားဖြင့် ကွေးညွှတ်ခြင်း) ကို အသုံးပြု၍ ကွေးညွှတ်ခြင်းနည်းလမ်းတစ်ခုဖြစ်သည်။သေးငယ်သော V ပုံသဏ္ဍာန်အကွေးအကွေးများစွာကို အဆက်မပြတ်လုပ်ဆောင်ခြင်းဖြင့် Joggle ကွေးညွှတ်ခြင်းသည် မျဉ်းကွေးများနှင့်တူသော ကွေးညွှတ်များကို ထုတ်ပေးနိုင်သည်။
၄Sheet Metal Bending Allowance နှင့် Calculation Techniques
1) Sheet Metal Bending Allowance
သတ္တုတစ်ချပ်ကို ကွေးလိုက်သောအခါ၊ ကွေး၏ အပြင်ဘက်သည် ဆန့်ထွက်ကာ အတိုင်းအတာများ ပြောင်းလဲသွားသည်။ဥပမာအားဖြင့်၊ ဆိုလိုသည်မှာ၊ V-ကွေးတစ်ခု၏ ခြေနှစ်ချောင်း၏ စုစုပေါင်းအရှည်သည် စာရွက်၏ မူလအရှည်ထက် ပိုရှည်မည်ကို ဆိုလိုသည်။
ထို့ကြောင့်၊ အတိုင်းအတာများ ပြောင်းလဲပါက အခြားအစိတ်အပိုင်းများနှင့် ကိုက်ညီမှုရှိစေရန် အပိုင်းတစ်ခုကို ကျွန်ုပ်တို့ မည်သို့တိကျစွာ ဒီဇိုင်းထုတ်မည်နည်း။သတ္တုပြားသည် မည်မျှကြာအောင် မည်ကဲ့သို့ ဆုံးဖြတ်ရမည်နည်း။အတိုင်းအတာပြောင်းလဲမှုအတွက် လျော်ကြေးပေးရန်၊ ကျွန်ုပ်တို့သည် ကွေးညွှတ်ထားသော ထောက်ပံ့ကြေးကို ထည့်သွင်းစဉ်းစားရမည်- ဖြည်ထားသောပန်းကန်၏ အလျားနှင့် ကွေးပြီးသွားသော အစိတ်အပိုင်းတစ်ခုစီ၏ ခြေထောက်တစ်ခုစီ၏ အလျားများကြား ကွာခြားချက်။
2) Sheet metal တွက်ချက်မှု ဖော်မြူလာကို ဖော်ထုတ်ပါ။
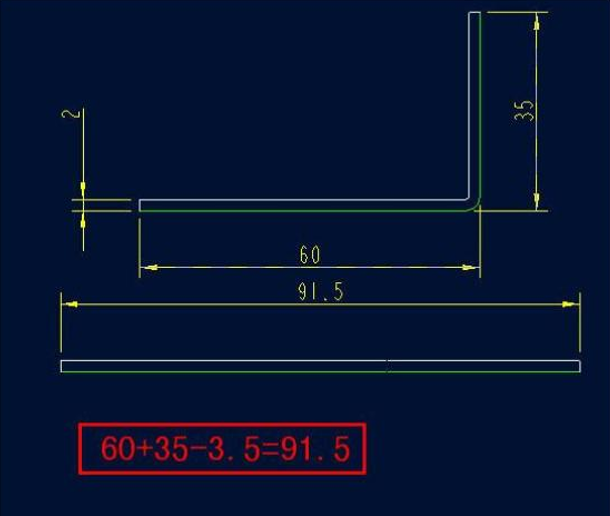
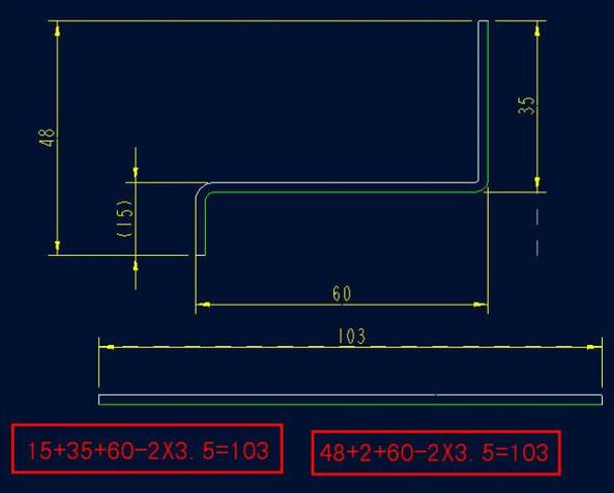
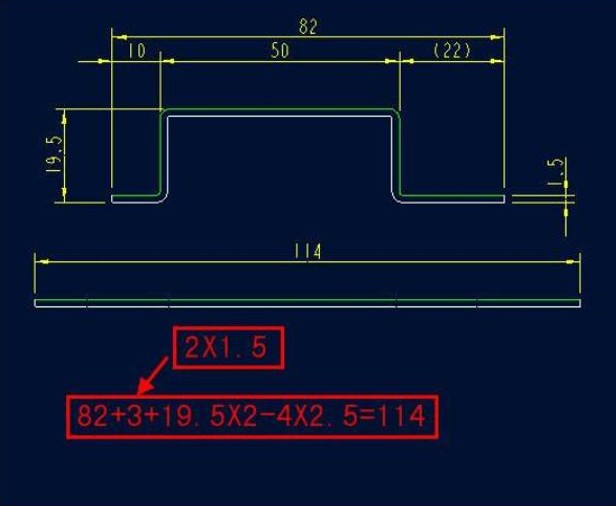
ကွေးစရိတ်။ဖွဲ့စည်းထားသော သတ္တုကွေးတစ်ခုတွင် အတိုင်းအတာ သုံးခုပါရှိသည်- ကွန်တိုအတိုင်းအတာ နှစ်ခုနှင့် အထူအတိုင်းအတာတစ်ခု၊ ကွန်တိုအတိုင်းအတာနှစ်ခုကို L1 နှင့် L2 အဖြစ်သတ်မှတ်ထားပြီး အထူအတိုင်းအတာမှာ T. L1+L2 သည် ဖြန့်ထားသောအလျား L ထက်ကြီးရမည်ဖြစ်သည်။ ၎င်းတို့ကြားရှိ ကွာခြားချက်မှာ K ဟုသတ်မှတ်ထားသော ကွေးညွှတ်စရိတ်ဖြစ်သည်။ ထို့နောက် ကွေးထားသော L=L1+L2-K ၏ ကွေးညွှတ်သည့်အတိုင်းအတာ။ယေဘူယျအအေးခံစတီးပြားတစ်ခု၏ K တန်ဖိုး (အခြေအနေ- 90 ဒီဂရီကွေး၊ စံကွေးကိရိယာ)
T=1.0 K=1.8
T=1.2 K=2.1
T=1.5 K=2.5
T=2.0 K=3.5
T=2.5 K=4.3
T=3.0 K=5.0
T=3.5 K=6.05
T=4.5 K=7.0
T=5.0 K=8.5
ဥပမာ ၁
ဥပမာ ၂
ဥပမာ ၃
PROLEAN'TECHNOLOGY ကို အသုံးပြု၍ သတ္တုပြားကို ကွေးခြင်း။
PROLEAN TECH တွင်၊ ကျွန်ုပ်တို့သည် ကျွန်ုပ်တို့၏ကုမ္ပဏီနှင့် ကျွန်ုပ်တို့၏ဖောက်သည်များအတွက် ကျွန်ုပ်တို့ပေးဆောင်သောဝန်ဆောင်မှုများကို စိတ်အားထက်သန်ပါသည်။ထို့ကြောင့်၊ ကျွန်ုပ်တို့သည် ကျွန်ုပ်တို့၏နည်းပညာတွင် နောက်ဆုံးပေါ်တိုးတက်မှုများတွင် ကြီးကြီးမားမားရင်းနှီးမြှုပ်နှံထားပြီး သင့်အတွက် သီးသန့်အင်ဂျင်နီယာများရှိသည်။အခမဲ့ဆက်သွယ်ပါ။ကိုးကား.
![]()
Prolean ၏ မျှော်မှန်းချက်မှာ On-Demand Manufacturing ၏ ဦးဆောင်ဖြေရှင်းချက်ပေးသူဖြစ်လာရန်ဖြစ်သည်။ပုံတူရိုက်ခြင်းမှ ထုတ်လုပ်ခြင်းအထိ ကုန်ကျစရိတ်သက်သာစေရန် ထုတ်လုပ်မှုကို လွယ်ကူလျင်မြန်စွာနှင့် ကုန်ကျစရိတ်သက်သာစေရန် ကျွန်ုပ်တို့ ကြိုးစားလုပ်ဆောင်နေပါသည်။
စာတိုက်အချိန်- မတ် ၂၄-၂၀၂၂