ProLeanHub. Tahmini okuma süresi: 5 dakika, 17 saniye

Sac bükme nedir?
Sac Bükme Ekipmanları
Sac Bükme Çeşitleri
Sac Büküm Toleransı ve Hesaplama Teknikleri
1 Sac bükme nedir?
Bükme bir deformasyon şeklidir ve sac imalatındaki üç ana süreçten biridir;diğer ikisi kesip birleştiriyor.Sac metal fabrikasyon bükme işlemi, basınçlı ekipman ve özel kalıplar kullanılarak sac metalin üç boyutlu olarak şekillendirilmesi işlemidir.Sac metalin farklı malzeme, kalınlık, uzunluk ve genişliğinin yanı sıra şekillendirmenin farklı şekil ve açılarından dolayı, basınçlı ekipman bükme makinelerinin ton ve boyutları, ayrıca yükseklik, şekil ve V- üst ve alt kalıpların genlik boyutları ve özel kalıp şekilleri farklıdır.Genellikle düz sac parçaları V şeklinde, U şeklinde veya oluklu hale getirmek için kullanılır.
2 Sac bükme ekipmanı
En önemli sac bükme ekipmanı, birkaç farklı biçimde gelen frendir.
- A beşik frenbir metal levhayı düz bir yüzeye kenetleyen ve ardından düz bükmeler veya basit katlamalar yapmak için hareketli bir bükme bıçağının hareketi yoluyla kuvvet kullanan basit bir bükme makinesidir - ve imalatta en yaygın kullanılan frendir.
- Bir bükme makinesihareketli bir zımba ve karşılık gelen kalıplar kullanan bir bükme makinesi türüdür.Bu işlemde, sac metal kalıbın üzerine yerleştirilir ve zımba metalin içinde hareket etmeye zorlanarak kalıbın içine doğru zorlanır.Kalıbın şekline bağlı olarak, V-bükümleri, U-bükümleri ve diğer şekilleri oluşturmak için bükme makineleri kullanılabilir.
- Kutu frenleri(parmak frenleri olarak da bilinir), birden çok özel büküm yapmak için bir dizi metal "parmak" kullanan başka bir bükme makinesi türüdür.Adından da anlaşılacağı gibi, kutu frenleri genellikle özel boyutlu kutular yapmak için kullanılır.
- Bir çubuk katlama makinesibir metal levhayı kavrayan ve tek bir hareketle büken bir sapa sahip küçük ve basit bir bükme makinesidir.
3 Çeşit Sac Büküm
Farklı şekillerde farklı bükümler elde etmek için kullanılan farklı sac bükme türleri vardır.Bu bükme yöntemlerinden üçü (havada bükme, dip bükme ve kaplama) Sac bükme yöntemleri, nihai hedeflerinin sac metal yapıyı istenen forma dönüştürmek olması bakımından benzerdir.Ancak, operasyonlarında farklılık gösterirler.Sac levhanın nasıl büküleceğini anlamak, yöntemi belirleyen malzeme kalınlığı, bükme boyutları, sac levha bükme yarıçapı ve kullanım amacı gibi faktörlerin anlaşılmasını gerektirir.
1) Hava Bükme
Havayla bükme, zımbanın sacı kalıba bastırdığı, ancak kalıbın duvarlarına değecek kadar uzağa bastırmadığı bir bükme bükme yöntemidir.
Bu yöntem diğerleri kadar doğru değildir, ancak çok esnektir: V, U ve diğer kıvrım şekillerini yapmak için kullanılabilir.Bunun nedeni kısmen, iki yüzey arasında temas olmadığı için kalıp geometrisinin istenen sac levha dirseğine tam olarak karşılık gelmesi gerekmemesidir.
2) Dip
Dip, virajları bükmenin başka bir yöntemidir.Alt bükme sırasında zımba sacı tamamen kalıba bastırarak kalıbın içindeki geometriye karşılık gelen bir büküm oluşturur.V şeklinde kıvrımlar yapmak için kullanılır.
3) Baskı
Kaplama, zımbanın sac metalde ve kalıpta daha büyük bir kuvvetle indirildiği ve çok az geri yaylanma ile kalıcı deformasyonla sonuçlanan daha pahalı bir bükme dirseği türüdür.
4) Katlama
Kıvırma, üçgen frenler veya çubuk katlama makineleri gibi makinelerde yapılabilir.Metal sac, profilin etrafındaki metali bükmek için kenetleme kirişi kaldırılmadan önce yerine kenetlenir.Katlama, V şeklinde bir bükülme sağlar ve pozitif veya negatif bükülme açılarına izin verir.
5) Silme
Silme (veya kenar bükme veya silme bükme), üçgen frenler ve çelik katlama makineleri (bazı durumlarda bükme makineleri) gibi makinelere uygulanan başka bir bükme yöntemidir.Katlamaya göre daha hızlıdır, ancak sac yüzeyine daha fazla zarar verebilir.
6) Döner Bükme
Kullanılan makineler nedeniyle, rulo bükme muhtemelen en eşsiz sac bükme işlemidir.Rulo bükme sistemi, sac metali kavisli bir şekle büken üç silindirik makaraya sahiptir, böylece borular, tüpler ve diğer yuvarlak parçalar yapmak için kullanılabilir.
7) Joggle Bükme
Joggle bükme (bazen gamzeli bükme olarak adlandırılır), düzgün bükmeye yaklaşan bir bükme makinesi (rulo bükmeyle üretilenler gibi) kullanan bir bükme yöntemidir.Arka arkaya birkaç küçük V-şeklinde bükme gerçekleştirerek Joggle bükme, eğri gibi görünen bükümler üretebilir.
4Sac Büküm Toleransı ve Hesaplama Teknikleri
1) Sac Büküm Payı
Bir metal levha büküldüğünde, bükülmenin dış kısmı gerilir ve bu nedenle boyutları değişir.Bu, örneğin, bir V-dirsekinin iki ayağının toplam uzunluğunun, sacın orijinal uzunluğundan daha uzun olacağı anlamına gelir.
Öyleyse, boyutlar değişirse, diğer bileşenlerle uyumlu olmasını sağlamak için bir parçayı nasıl doğru bir şekilde tasarlarız?Düz metal levhanın ne kadar uzun olması gerektiğine nasıl karar veririz?Boyut değişikliğini telafi etmek için, bükme payını dikkate almalıyız: katlanmamış plakanın uzunluğu ile bitmiş bükülmüş parçanın her bir ayağının uzunluklarının toplamı arasındaki fark.
2) Sac açma hesaplama formülü
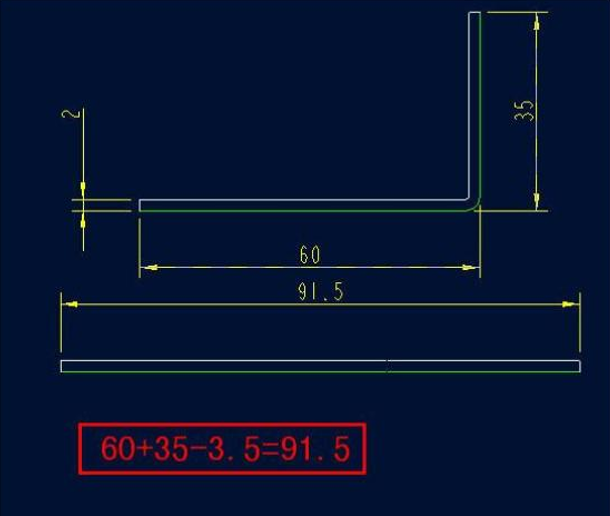
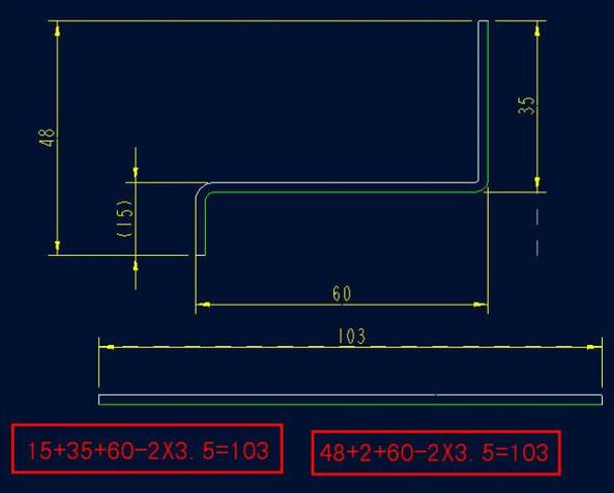
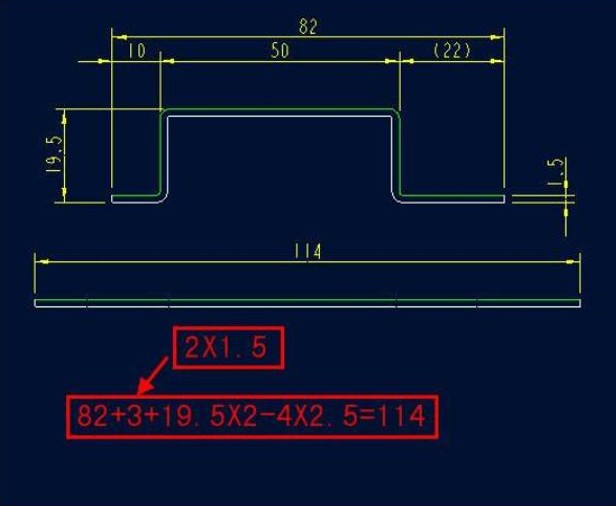
Bükme payı.Şekillendirilmiş bir sac levha dirseğinin üç boyutu vardır: iki kontur ölçüsü ve bir kalınlık ölçüsü ve iki kontur ölçüsü L1 ve L2 olarak tanımlanır ve kalınlık ölçüsü T'dir. L1+L2, katlanmamış L uzunluğundan daha büyük olacaktır. aralarındaki fark, K olarak tanımlanan bükme payıdır. Daha sonra bir bükümün katlanmamış boyutu L=L1+L2-K.Genel bir soğuk haddelenmiş çelik levhanın K değeri (durum: 90 derece bükme, standart bükme aleti)
T=1.0 K=1.8
T=1,2 K=2,1
T=1,5 K=2,5
T=2,0 K=3,5
T=2,5 K=4,3
T=3.0 K=5.0
T=3,5 K=6,05
T=4,5 K=7,0
T=5.0 K=8.5
örnek 1
Örnek 2
Örnek 3
PROLEAN'TECHNOLOGY kullanarak sac bükme.
PROLEAN TECH olarak şirketimiz ve müşterilerimize sunduğumuz hizmetler konusunda tutkuluyuz.Bu nedenle, teknolojimizdeki en son gelişmelere büyük yatırımlar yapıyoruz ve hizmetinizde özel mühendislerimiz var.Ücretsiz olarak bize ulaşınalıntı.
![]()
Prolean'ın vizyonu, İsteğe Bağlı Üretimde lider bir çözüm sağlayıcı olmaktır.Prototiplemeden üretime kadar üretimi kolay, hızlı ve maliyet tasarrufu sağlamak için çok çalışıyoruz.
Gönderim zamanı: 24 Mart 2022