Bezelektrické niklování: Vše, co potřebujete vědět
Poslední aktualizace 08/31, předpokládaná doba čtení: 6 minut

Díly s bezproudovým niklováním
Nikl je pátý nejčastěji se vyskytující kov na Zemi s lesklým vzhledem, vynikající tvrdostí a odolností proti korozi, díky čemuž je ideální pro preventivní nátěry povrchů jiných materiálů.Výsledkem je, že nikl je nejlepší možností pokovování pro různé kovy, jako napřhliník, ocel, měď, wolfram, polymer, a mnoho dalších.Bezproudové niklováníje populární proces chemického pokovování z roztoku obsahujícího nikl, síran, fosfát a kyselinu karbolovou.Tyto roztoky se smíchají a zahřejí před pokračováním v pokovování.Tento proces se ve zpracovatelském průmyslu používá již více než 50 let, takže si dokážete představit, jak je populárníaplikace povrchové úpravy.
Řešení používaná při bezproudovém niklování
Pro bezproudové niklování se používají různé chemické roztoky.Pojďme pochopit každý z nich prostřednictvím níže uvedené srovnávací tabulky;
| SN | Chemikálie
| Role | Příklady
|
| 1 | Rozpustná sůl niklu
| Redukuje se a ukládá se na povrchu materiálu, který má být potažen (substrát)
| Chlorid nikelnatý (NiCl₂), Síran nikelnatý (NiSO₄) |
| 2 | Redukční činidlo
| Oxiduje se redukcí kovového iontu.
| Formaldehyd (CH20), fosfornan
|
| 3 | Pleťový prostředek
| Zlepšit kvalitu depozice niklu
| Fluoridy, glycináty, sukcináty
|
| 4 | Stabilizátor
| Zabraňte rozkladu pokovovací lázně
| Thalium, vápník
|
| 5 | Buffer
| Kontrolujte PH pokovovací lázně, abyste dosáhli tenké a rovnoměrné depozice niklu
| Octan sodný, hydroxid sodný
|
Jak to funguje?
Princip fungování
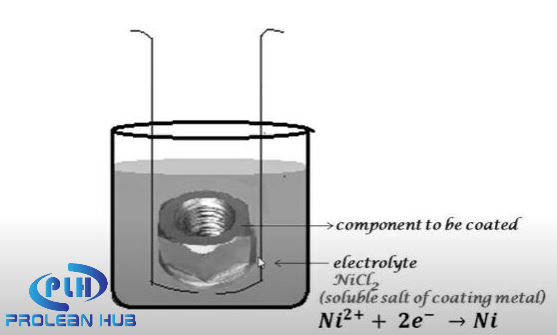
Zde elektro-méně znamená, že se při procesu pokovování nepoužívá žádný proud.Místo toho redukční činidlo dodává elektron pro redukci kovových iontů, což má za následek vysoký vrhací výkon.Iont niklu (2e +) v roztoku při reakci s redukčním činidlem (2e-) ukládá nikl na povrch materiálu substrátu.
Ni2+(z roztoku soli niklu) +2e- (z redukčního činidla) = Ni (na povrchu substrátu)
Kroky bezproudového niklování
Krok 1: Příprava na pokovování
Prvním krokem je očistit díly, které mají být potaženy, aby veškeré znečištění, jako je prach, olej, struska, mastnota a jakákoliv chemikálie na povrchu, byly smyty a povrch byl připraven na nejlepší přilnavost niklového povlaku.Tam, kde se používají čisticí prostředky, jako je kyselina sírová a kyselina chlorovodíková, se omývá destilovanou vodou v horké lázni, aby se kyselina neutralizovala a zabránilo se znehodnocení povrchu.
Krok 2: Ošetření na pokovovací lázni

Úpravna pro bezproudové niklování
Po vyčištění dílů a přípravě roztoku lázně může začít proces pokovování.Součásti jsou nyní ponořeny do niklovací lázně obsahující kladné náboje.Materiál, který má být potažen, přitahuje kladně nabité ionty niklu na jejich povrchy, což má za následek jemnou vrstvu povlaku.Protože bezproudové niklování nevyžaduje elektrický zdroj, je teplota lázně pokovování primární řídicí proměnnou procesu (70 až 90 °C).0C je výhodné).
Tloušťka nanesené vrstvy niklu se pohybuje mezi 5 a 25 mikrony za hodinu.Protože zde však není žádný proud a jedná se o proces autokatalytického pokovování, neexistuje žádné takové omezení tloušťky;jak se prodlužuje doba zpracování, zvyšuje se i tloušťka nánosu.
Krok 3: Následné zpracování
Během fáze následného zpracování se přichycené částice a zbytky odstraní opláchnutím roztokem kyseliny, zásady a povrchově aktivní látky.Poté se v závislosti na požadavcích aplikují další úpravy, jako je leštění, voskování a další.
Faktory ovlivňující bezproudové niklování
Na výsledky bezproudového pokovování niklem má vliv několik faktorů, které je nutné řídit pro dosažení požadované kvality povrchové úpravy.
1. Nedokonalost na povrchu
Poniklování je ovlivněno povrchovými nedokonalostmi, jako jsou otřepy, strusky a předtvarovaná rez.Nejlepším nápadem je tedy mít tyto věci na paměti při obrábění a poté vady odstranit procesem odjehlování.
2. Čistota povrchu
Před niklováním je třeba odstranit prach, oleje nebo mýdla vzniklé zmýdelněním oleje alkalickým čističem.Pokud není čištění povrchu provedeno správně, může se vrstva niklu po nějaké době odloupnout nebo poškodit.
3. hodnota PH
Udržení hodnoty PH je rozhodující pro rovnoměrné niklování pomocí bezproudového přístupu.Stupnice PH by měla být mezi 3,8 a 5. V roztokuOčekává se, že pH má tendenci s postupem času stoupat, takže je nutné použít roztoky stabilizátorů a pufrů, aby bylo pH stabilní během celého procesu úpravy.
Se stoupajícím PH se tvoří další hydroxidové ionty, které se vážou s niklovými ionty a tvoří hydroxid nikelnatý, který má světle zelenou barvu.
4. Koncentrace niklového iontu
Solný roztok použitý v ošetřovaném povrchu je zdrojem niklových iontů naneseným na povrchu substrátu.Pokud je tedy koncentrace niklových iontů nízká, proces pokovování se zpomalí.Příliš vysoká koncentrace se však ukládá rychleji, ale depozice bude nerovnoměrná.Standardní rozsah koncentrace niklu je mezi20 a 45 g/l.
5. Teplota
Teplota léčebné lázně musí být mezi70 a 900C.Se stoupající teplotou se některé aromatické složky aditiv vypařují, což vyžaduje více času na depozici.
Výhody
Stejně jako jiné přístupy k pokovování a povrchové úpravě je primární výhodou potažené díly a produkty vysoce odolné vůči korozi a odolávají kritickým vlivům prostředí.Ale kromě toho má bezproudové niklování mnohem více výhod.Podívejme se na některé zásadní výhody podrobně.
Nízké náklady
Jedním z nákladových faktorů při pokovování jsou náklady na elektřinu.Protože však bezproudové niklování nepotřebuje elektrický zdroj, je nákladově efektivnější než jiné metody, jako je zinkování.
Jednotný povlak
Bezproudové niklování má za následek rovnoměrný povlak na povrchu substrátu.Teplota, hodnota pH pokovovací lázně, koncentrace niklových iontů, doba zpracování a mnoho dalších faktorů, to vše lze řídit tak, aby bylo dosaženo požadované tloušťky pokovování niklem.
Rozměrová konzistence
Protože je možné dosáhnout tloušťky pokovení až 5 mikronů, neovlivňuje to požadovanou toleranci na součástech.
Tvrdost
Obsah fosforu v pokovovací lázni ovlivňuje tvrdost pokovených dílů.Nízké hladiny fosforu zvyšují tvrdost a zároveň snižují odolnost pokovené vrstvy proti korozi.
Drobná povrchová oprava
Bezproudové niklování také pomáhá při opravě drobných prasklin na povrchu substrátu.Proto může být velmi prospěšné olepit zákoutí, štěrbiny a slepé mezery s rovnoměrnou tloušťkou.
Estetické a další výhody
Žlutobílá barva niklování nabízí kouskům a výrobkům přitažlivou estetickou krásu.Navíc je méně složitý.Nevyžaduje složitý proces filtrace.V dnešním scénáři je ve výrobním průmyslu k dispozici automatizované zařízení, které usnadňuje řízení procesu.
Aplikace
Proces bezproudového niklování přispívá v různých průmyslových odvětvích k tomu, aby jejich součásti byly odolné vůči korozi a trvanlivé.Následují klíčová odvětví, kde se používá niklování;
| SN | Průmysl | Použitelné díly | co to dělá? |
| 1 | Aerospace | ventily, písty, hřídele motoru pokrývající povrch, uložení motoru, lopatky kompresoru a další součásti kritické pro let | Má vynikající odolnost proti opotřebení, odolnost proti korozi, chemickou odolnost a mazivost, což je rozhodující pro letecké díly, které vyžadují vysoký stupeň přesnosti po dlouhou dobu. |
| 2 | Automobilový průmysl | Písty, válce, ozubená kola, hřídele, systém vstřikování paliva, nýty, vysílače tahu, kloubové čepy, pouzdro a mnoho dalších součástí | Poskytují ochranu proti opotřebení a odolnost proti korozi |
| 3 | Hardware | Koupelnové armatury, klika, madla potrubí a mnoho dalších. | Odolnost proti korozi |
| 4 | Elektrotechnika a elektronika | Kryt různé vybavení, chladiče, pevné disky, desky plošných spojů | Ochrana před korozí a vnějšími vlivy |
| 5 | Ropa a plyn | Ventily, čerpadla, potrubní armatury, akumulační nádrže a další | Ochrana před korozí a působením životního prostředí a chemikálií. |
Závěr
Bezproudové niklování je unikátní metoda povrchové úpravy mnoha materiálů, včetně oceli, mědi, bronzu, hliníku, plastu a mnoha dalších.Niklování zlepšuje trvanlivost tím, že poskytuje vynikající odolnost proti korozi na povrchu substrátu.Kromě toho, protože má nikl lesklou nažloutlou bílou barvu, nabízí přitažlivou estetickou krásu.Kromě toho lze pokovování provádět s nebo bez elektrolýzy, zkontrolujte rozdíl meziGalvanické pokovování a bezproudové pokovování.
Protože v procesu dochází k velkému množství chemických a katalytických reakcí, může být bezproudové niklování pro mnoho lidí matoucí, zejména pro ty, kteří nemají žádnéodborné znalosti ze strojírenské chemie.Nicméně zde naProleanHubNaši inženýři a technici pracovali na technologii povrchové úpravy, včetně bezproudového niklování, více než deset let.Proto pochopí správné chemické složení a přístup, jakmile vysvětlíte své požadavky a aplikace.
FAQ
Co je bezproudové niklování?
Je to jedna z metod povrchové úpravy, při které se na substrát nanáší vrstva niklu pomocí katalytických chemických reakcí a bez použití elektřiny.
Jaká jsou dvě hlavní řešení používaná při bezproudovém niklování?
Solný roztok obsahující ionty niklu a redukční činidlo jsou dva primární chemické roztoky používané v procesu.
Jaké jsou nejběžnější materiály potažené bezproudovým niklováním?
Tato metoda se běžně používá k potahování legované oceli, nerezové oceli, hliníkové mědi, mosazi, bronzu a plastů.
Jaké faktory ovlivňují kvalitu niklování?
Teplota a PH pokovovací lázně, doba ošetření, čistota povrchu substrátu a koncentrace niklových iontů v roztoku jsou primární faktory ovlivňující výsledek pokovování.
Čas odeslání: srpen-05-2022