Raflausn nikkelhúðun: Allt sem þú þarft að vita
Síðast uppfært 31/08, áætlaður lestrartími: 6 mín

Varahlutir með raflausri nikkelhúðun
Nikkel er fimmti algengasti málmurinn á jörðinni, með glansandi útlit, framúrskarandi hörku og tæringarþolna eiginleika, sem gerir hann tilvalinn til fyrirbyggjandi húðunar á yfirborði annarra efna.Fyrir vikið er nikkel besti málmhúðunarvalkosturinn fyrir ýmsa málma eins ogál, stál, kopar, wolfram, fjölliða, og margir fleiri.Raflaus nikkelhúðuner vinsælt efnahúðunarferli úr lausn sem inniheldur nikkel, súlfat, fosfat og karbólínsýru.Þessum lausnum er blandað saman og hitað áður en haldið er áfram með málunina.Þetta ferli hefur verið notað í framleiðsluiðnaði í yfir 50 ár, svo þú getur ímyndað þér hversu vinsælt það er íyfirborðsfráganga forrit.
Lausnir notaðar í raflausa nikkelhúðun
Það eru ýmsar efnalausnir notaðar fyrir raflausa nikkelhúðun.Við skulum skilja hvert þeirra í gegnum samanburðarrannsóknartöfluna hér að neðan;
| SN | Efni
| Hlutverk | Dæmi
|
| 1 | Leysanlegt nikkelsalt
| Það minnkar og sest á yfirborð efnisins sem á að húða (undirlag)
| Nikkelklóríð (NiCl₂), Nikkelsúlfat (NiSO₄) |
| 2 | Afoxunarefni
| Það oxast með því að minnka málmjónina.
| Formaldehýð (CH 2 O ), Hypophosphite
|
| 3 | Yfirbragðsefni
| Bættu gæði nikkelútfellingar
| Flúoríð, glýsínöt, súksínöt
|
| 4 | Stöðugleiki
| Komið í veg fyrir niðurbrot á húðunarbaðinu
| Talíum, kalsíum
|
| 5 | Buffer
| Stjórnaðu PH á húðunarbaðinu til að fá þunnt og einsleitt nikkelútfellingu
| Natríum asetat, natríum hýdroxíð
|
Hvernig virkar það?
Starfsregla
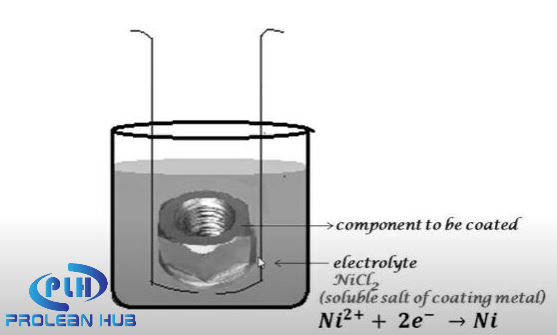
Hér þýðir raflaust að enginn straumur er notaður í málunarferlinu.Þess í stað sér afoxunarefnið rafeindinni fyrir málmjónaskerðingu, sem leiðir til mikils kastafls.Nikkeljónin (2e +) í lausninni, á meðan hún hvarfast við afoxunarefnið (2e-), setur nikkelið á yfirborð undirlagsefnisins.
Ni2+(frá nikkelsaltlausninni) +2e- (frá afoxunarefninu) = Ni (á yfirborði undirlagsins)
Þrep af raflausri nikkelhúðun
Skref 1: Undirbúningur fyrir málun
Fyrsta skrefið er að þrífa hlutana sem á að húða þannig að hvers kyns mengun, svo sem ryk, olía, gjall, fita og hvers kyns efni á yfirborðinu, skolist í burtu og undirbýr það fyrir bestu nikkelhúðun viðloðun.Þar sem hreinsiefni eins og brennisteinssýra og saltsýra eru notuð er hún þvegin með eimuðu vatni í heitu baði til að hlutleysa sýruna og koma í veg fyrir að hún brotni niður yfirborðið.
Skref 2: Meðferð á húðunarbaði

Meðferðarstöð fyrir raflausa nikkelhúðun
Eftir að hlutarnir hafa verið hreinsaðir og baðlausnin hefur verið útbúin getur málmhúðunarferlið hafist.Hlutunum er nú sökkt í nikkelhúðunarbað sem inniheldur jákvæðar hleðslur.Efnið sem á að húða dregur jákvætt hlaðnar nikkeljónir að yfirborð þeirra, sem leiðir til fíns lags af húðun.Vegna þess að rafmagnslaus nikkelhúðun krefst ekki rafmagnsgjafa, er hitastig húðunarbaðsins aðal stjórnbreytan í ferlinu (70 til 900C er æskilegt).
Þykkt niðurfellda nikkellagsins er á bilinu 5 til 25 míkron á klukkustund.Hins vegar, vegna þess að það er enginn straumur og það er sjálfhverfa málunarferli, þá eru engin slík takmörk á þykkt;eftir því sem meðferðartíminn eykst, mun útfellingarþykktin einnig verða.
Skref 3: Eftirvinnsla
Á eftirvinnslustigi eru festar agnir og leifar fjarlægðar með því að skola með sýru-, basa- og yfirborðsvirkum lausn.Síðan er viðbótarfrágangur, svo sem fægja, vax og fleira, beitt eftir kröfum.
Áhrifaþættir í raflausri nikkelhúðun
Nokkrir þættir hafa áhrif á niðurstöður raflausrar nikkelhúðunar, sem þarf að stjórna til að ná tilskildum yfirborðsfrágangi.
1. Ófullkomleiki á yfirborðinu
Nikkelhúðunin verður fyrir áhrifum af ófullkomleika yfirborðs eins og burrs, gjalls og formótaðs ryðs.Þannig að besta hugmyndin er að hafa þessa hluti í huga meðan á vinnslu stendur og fjarlægja síðan gallana með afbrotsferlinu.
2. Hreinleiki yfirborðs
Áður en haldið er áfram með nikkelhúðunina þarf að fjarlægja ryk, olíur eða sápur sem myndast við sápun olíu með basískum hreinsiefni.Ef yfirborðshreinsunin er ekki unnin á réttan hátt getur nikkellagið flagnað eða skemmst eftir nokkurn tíma.
3. PH gildi
Viðhalda PH gildi er mikilvægt fyrir samræmda nikkelhúðun með því að nota raflausa nálgun.PH skalinn ætti að vera á milli 3,8 og 5. Í lausninni, er búist við að sýrustigið hafi tilhneigingu til að hækka eftir því sem tíminn líður og því þarf að nota stöðugleika- og stuðpúðalausnir til að halda PH stöðugu í gegnum meðferðarferlið.
Þegar PH hækkar myndast fleiri hýdroxíðjónir sem tengjast nikkeljónum og mynda nikkelhýdroxíð sem hefur ljósgrænan lit.
4. Styrkur nikkeljónar
Saltlausnin sem notuð er í meðhöndlunsyfirborðið er nikkeljóngjafinn sem er settur á yfirborð undirlagsins.Þess vegna, ef styrkur nikkeljóna er lágur, verður málunarferlið hægara.Hins vegar fellur of hái styrkurinn hraðar, en útfellingin verður ójöfn.Staðlað svið nikkelstyrks er á milli20 og 45 g/l.
5. Hitastig
Hitastig meðferðarbaðsins þarf að vera á milli70 og 900C.Þegar hitastigið hækkar munu sumir arómatískir þættir aukefnanna gufa upp, sem þarf lengri tíma fyrir útfellinguna.
Kostir
Eins og aðrar aðferðir við málun og yfirborðsfrágang, er aðal kosturinn að húðuðu hlutarnir og vörurnar verða mjög tæringarþolnar og standast mikilvæg umhverfisáhrif.En fyrir utan það hefur rafmagnslaus nikkelhúðun marga fleiri kosti.Við skulum skoða nokkra mikilvæga kosti í smáatriðum.
Lítill kostnaður
Einn af kostnaðarþáttunum í málmhúðunaraðferðinni er kostnaður við rafmagn.Hins vegar, þar sem rafmagnslaus nikkelhúðun þarf ekki rafmagnsgjafa, er hún hagkvæmari en aðrar aðferðir, svo sem sinkhúðun.
Samræmd húðun
Raflausn nikkelhúðun leiðir til einsleitrar húðunar á yfirborði undirlagsins.Hitastig, PH gildi málunarbaðsins, styrk nikkeljónar, meðferðartími og margir aðrir þættir er hægt að stjórna til að ná æskilegri þykkt nikkelhúðunarinnar.
Stærð samkvæmni
Vegna þess að hægt er að ná allt að 5 míkron málmþykkt hefur það ekki áhrif á nauðsynleg vikmörk á hlutunum.
hörku
Fosfórinnihald hlífðarbaðsins hefur áhrif á hörku húðaða hlutanna.Lágt fosfórmagn eykur hörku en dregur úr tæringarþol húðulagsins.
Smá viðgerðir á yfirborði
Raflaus nikkelhúðun hjálpar einnig við viðgerðir á minniháttar sprungum á yfirborði undirlagsins.Þess vegna getur verið mjög gagnlegt að plata króka, kima og blindgöt með jafnþykkt.
Fagurfræði og aðrir kostir
Gulhvíti liturinn á nikkelhúðun býður upp á aðlaðandi fagurfræðilega fegurð fyrir klappin og vörurnar.Að auki er það minna flókið.Það krefst ekki flókins síunarferlis.Í atburðarás nútímans er sjálfvirkur búnaður fáanlegur í framleiðsluiðnaði, sem gerir það auðveldara að stjórna ferlinu.
Umsóknir
Raflausa nikkelhúðunarferlið stuðlar að ýmsum atvinnugreinum til að gera hluti þeirra tæringarþolna og endingargóða.Eftirfarandi eru helstu atvinnugreinar þar sem nikkelhúðun er notuð;
| SN | Iðnaður | Gildandi hlutar | Hvað gerir það? |
| 1 | Aerospace | lokar, stimplar, vélarskaft sem hylur yfirborðið, vélarfestingar, þjöppublöð og aðrir flugmikilvægir íhlutir | Það hefur framúrskarandi slitþol, tæringarþol, efnaþol og smurþol, sem er mikilvægt fyrir loftrýmishluta sem krefjast mikillar nákvæmni yfir langan tíma. |
| 2 | Bílar | Stimplar, strokka, gírar, stokkar, eldsneytisinnsprautunarkerfi, hnoð, þrýstisendar, hnúapinnar, hús og margir fleiri íhlutir | Veita slitvörn og tæringarþol |
| 3 | Vélbúnaður | Baðherbergisinnrétting, hurðarhúnur, handföng rör og margt fleira. | Tæringarþol |
| 4 | Rafmagns- og rafeindatækni | Hylja ýmsan búnað, hitakökur, harða diska, prentplötur | Vörn gegn tæringu og umhverfisáhrifum |
| 5 | Olía & gas | Lokar, dælur, píputengi, geymslutankar og fleira | Vernd gegn tæringu og umhverfis- og efnaváhrifum. |
Niðurstaða
Raflaus nikkelhúðun er einstök yfirborðsfrágangsaðferð fyrir mörg efni, þar á meðal stál, kopar, brons, ál, plast og mörg önnur.Nikkelhúðun bætir endingu með því að veita framúrskarandi tæringarþol á yfirborði undirlagsins.Þar að auki, vegna þess að nikkel hefur glansandi gulleitan hvítan lit, býður það upp á aðlaðandi fagurfræðilega fegurð.Að auki er hægt að gera málun með eða án rafgreiningar, athugaðu muninn á milliRafhúðun og raflaus húðun.
Vegna þess að það er mikið af efna- og hvarfahvörfum í ferlinu, getur raflaus nikkelhúðun verið ruglingsleg fyrir marga, sérstaklega þá sem ekki hafa neinfagþekking á verkfræðilegri efnafræði.Hins vegar, hér klProleanHub, verkfræðingar okkar og tæknimenn hafa unnið við yfirborðsfrágang tækni, þar á meðal raflausa nikkelhúðun, í meira en áratug.Þess vegna munu þeir skilja rétta efnasamsetningu og nálgun þegar þú hefur útskýrt kröfur þínar og umsóknir.
Algengar spurningar
Hvað er rafmagnslaus nikkelhúðun?
Það er ein af yfirborðsfrágangsaðferðunum þar sem lag af nikkel er sett á undirlagið með hvataefnahvörfum og án þess að nota rafmagn.
Hverjar eru tvær aðallausnirnar sem notaðar eru í raflausu nikkelhúðunina?
Saltlausn sem inniheldur nikkeljónir og afoxunarefni eru tvær aðal efnalausnirnar sem notaðar eru í ferlinu.
Hver eru algengustu efnin húðuð með raflausri nikkelhúðun?
Þessi aðferð er almennt notuð til að húða stálblendi, ryðfríu stáli, kopar áli, kopar, brons og plasti.
Hverjir eru þættirnir sem hafa áhrif á gæði nikkelhúðunarinnar?
Hitastig og PH húðunarbaðsins, meðferðartími, hreinleiki yfirborðs undirlags og styrkur nikkeljónar í lausninni eru aðalþættir sem hafa áhrif á útkomu húðunar.
Pósttími: ágúst-05-2022