Bezelektrično poniklavanje: Sve što trebate znati
Zadnje ažuriranje 31.08., predviđeno vrijeme čitanja: 6 min

Dijelovi s Electroless niklom
Nikal je peti najčešće pronađeni metal na zemlji, sa sjajnim izgledom, izvrsnom tvrdoćom i svojstvima otpornim na koroziju, što ga čini idealnim za preventivne premaze na površinama drugih materijala.Kao rezultat toga, nikal je najbolja opcija za plastificiranje raznih metala kao što sualuminij, čelik, bakar, volfram, polimer, i još mnogo toga.Bezelektrično niklanjeje popularan kemijski postupak nanošenja iz otopine koja sadrži nikal, sulfat, fosfat i karbolnu kiselinu.Ove se otopine miješaju i zagrijavaju prije nastavka s oblaganjem.Ovaj se postupak u proizvodnoj industriji koristi više od 50 godina, pa možete zamisliti koliko je popularan uaplikacije za završnu obradu površina.
Otopine koje se koriste u bezelektričnom poniklavanju
Postoje različita kemijska rješenja koja se koriste za neelektričko poniklavanje.Razmotrimo svaki od njih kroz tablicu komparativne studije u nastavku;
| SN | Kemijski
| Uloga | Primjeri
|
| 1 | Topljiva sol nikla
| Smanjuje se i taloži na površini materijala koji treba premazati (supstrat)
| Nikal klorid (NiCl₂), Nikal sulfat (NiSO₄) |
| 2 | Reducirajuće sredstvo
| Oksidira se redukcijom metalnog iona.
| Formaldehid (CH2O), hipofosfit
|
| 3 | Sredstvo za ten
| Poboljšati kvalitetu taloženja nikla
| Fluoridi, glicinati, sukcinati
|
| 4 | Stabilizator
| Spriječiti raspadanje kupke za oplatu
| Talij, Kalcij
|
| 5 | Pufer
| Kontrolirajte PH kupelji za nanošenje galvanizacije kako biste dobili tanko i ravnomjerno taloženje nikla
| Natrijev acetat, natrijev hidroksid
|
Kako radi?
Princip rada
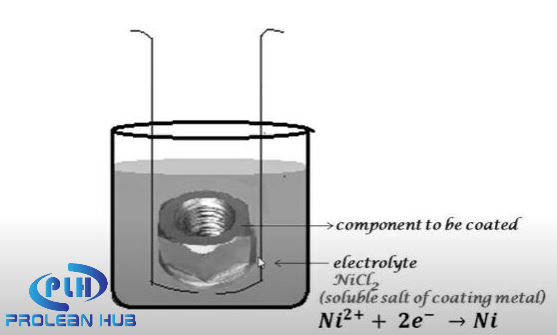
Ovdje, elektro-manje znači da se struja ne koristi u procesu galvanizacije.Umjesto toga, redukcijski agens daje elektron za redukciju metalnih iona, što rezultira velikom snagom bacanja.Ion nikla (2e +) u otopini, dok reagira s redukcijskim sredstvom (2e-), taloži nikl na površini materijala supstrata.
Ni2+(iz otopine soli nikla) +2e- (iz redukcijskog sredstva) = Ni (na površini podloge)
Koraci neelektričkog poniklavanja
Korak 1: Priprema za oblaganje
Prvi korak je očistiti dijelove koji se premazuju tako da se sva onečišćenja, poput prašine, ulja, troske, masti i bilo koje kemikalije s površine, isperu, pripremajući je za najbolje prianjanje premaza nikla.Tamo gdje se koriste sredstva za čišćenje kao što su sumporna kiselina i klorovodična kiselina, ispire se destiliranom vodom u vrućoj kupelji kako bi se neutralizirala kiselina i spriječilo njeno oštećenje površine.
Korak 2: Tretman u kupki za nanošenje

Postrojenje za obradu bezelektričkog niklanja
Nakon čišćenja dijelova i pripreme otopine za kupku, može započeti postupak nanošenja galvanizacije.Dijelovi su sada uronjeni u kupku za poniklavanje koja sadrži pozitivne naboje.Materijal koji se premaže privlači pozitivno nabijene ione nikla na njihove površine, što rezultira finim slojem premaza.Budući da bezelektrično poniklavanje ne zahtijeva električni izvor, temperatura kupanja u nanošenju je primarna kontrolna varijabla u procesu (70 do 900C je poželjan).
Debljina nataloženog sloja nikla varira između 5 i 25 mikrona na sat.Međutim, budući da nema struje i radi se o autokatalitičkom postupku presvlake, ne postoji takvo ograničenje debljine;kako se vrijeme obrade povećava, tako će se povećavati i debljina nanosa.
Korak 3: Naknadna obrada
Tijekom faze naknadne obrade, pričvršćene čestice i ostaci se uklanjaju ispiranjem s otopinom kiseline, lužine i površinski aktivne tvari.Zatim se ovisno o zahtjevima primjenjuje dodatna završna obrada poput poliranja, voskanja i dr.
Utjecajni čimbenici kod neelektričkog poniklavanja
Nekoliko čimbenika utječe na rezultate neelektričkog nanošenja nikla, koji se moraju kontrolirati kako bi se postigla potrebna kvaliteta završne obrade površine.
1. Nesavršenost na površini
Na poniklanost utječu površinske nesavršenosti kao što su neravnine, troska i prethodno oblikovana hrđa.Stoga je najbolja ideja imati te stvari na umu tijekom strojne obrade, a zatim ukloniti nedostatke postupkom skidanja ivica.
2. Čistoća površine
Prije nego što nastavite s poniklavanjem, potrebno je ukloniti prašinu, ulja ili sapune nastale saponifikacijom ulja alkalnim sredstvom za čišćenje.Ako čišćenje površine nije pravilno obavljeno, sloj nikla se nakon nekog vremena može oljuštiti ili oštetiti.
3. PH vrijednost
Održavanje PH vrijednosti je kritično za ravnomjerno poniklavanje korištenjem bezelektričnog pristupa.PH ljestvica treba biti između 3.8 i 5. U otopini, očekuje se da pH ima tendenciju porasta kako vrijeme prolazi, pa se moraju koristiti otopine stabilizatora i pufera kako bi se PH održao stabilnim tijekom cijelog procesa liječenja.
Kako PH raste, stvara se više hidroksidnih iona, koji se vežu s niklovim ionima i tvore nikal-hidroksid, koji ima svijetlozelenu boju.
4. Koncentracija iona nikla
Otopina soli koja se koristi u površini za obradu je izvor iona nikla taložen na površini supstrata.Stoga, ako je koncentracija iona nikla niska, proces metalizacije postaje sporiji.Međutim, previsoka koncentracija se taloži brže, ali će taloženje biti nejednoliko.Standardni raspon koncentracije nikla je između20 i 45 g/l.
5. Temperatura
Temperatura kupke za tretman mora biti između70 i 900C.Kako temperatura raste, neke aromatske komponente aditiva će ispariti, zahtijevajući više vremena za taloženje.
Prednosti
Kao i drugi pristupi presvlačenju i završnoj obradi površina, primarna prednost je to što obloženi dijelovi i proizvodi postaju vrlo otporni na koroziju i podnose kritične utjecaje na okoliš.No, osim toga, bezelektronsko poniklavanje ima mnogo više prednosti.Pogledajmo detaljnije neke ključne prednosti.
Niska cijena
Jedan od faktora troškova u pristupu završne obrade je trošak električne energije.Međutim, budući da bezelektrično poniklavanje ne treba električni izvor, isplativije je od drugih metoda, poput pocinčavanja.
Jednoličan premaz
Bezelektrično poniklavanje rezultira ujednačenim premazom na površini supstrata.Temperatura, PH vrijednost kupke za galvaniziranje, koncentracija iona nikla, vrijeme obrade i mnogi drugi čimbenici mogu se kontrolirati kako bi se postigla željena debljina niklovanog sloja.
Konzistentnost dimenzija
Budući da je moguća debljina sloja do 5 mikrona, to ne utječe na potrebnu toleranciju na dijelovima.
Tvrdoća
Sadržaj fosfora u kupki za oplatu utječe na tvrdoću presvučenih dijelova.Niske razine fosfora povećavaju tvrdoću dok smanjuju otpornost na koroziju oplate.
Manje površinske popravke
Bezelektrično poniklavanje također pomaže u popravku manjih pukotina na površini podloge.Stoga može biti vrlo korisno obložiti kutove, pukotine i slijepe otvore ravnomjerne debljine.
Estetske i druge prednosti
Žućkasto-bijela boja poniklanja nudi privlačnu estetsku ljepotu patovima i proizvodima.Osim toga, manje je složen.Ne zahtijeva kompliciran proces filtracije.U današnjem scenariju automatizirana oprema dostupna je u proizvodnoj industriji, što olakšava kontrolu procesa.
Prijave
Proces bezelektričkog poniklavanja doprinosi raznim industrijama kako bi njihove komponente bile otporne na koroziju i izdržljive.Slijede ključne industrije u kojima se koristi poniklavanje;
| SN | Industrija | Primjenjivi dijelovi | Što to čini? |
| 1 | Aerospace | ventili, klipovi, osovine motora koje pokrivaju površinu, nosači motora, lopatice kompresora i druge komponente kritične za let | Ima izvrsnu otpornost na trošenje, otpornost na koroziju, kemijsku otpornost i sposobnost podmazivanja, što je kritično za zrakoplovne dijelove koji zahtijevaju visok stupanj točnosti tijekom dugog razdoblja. |
| 2 | Automobilizam | Klipovi, cilindri, zupčanici, osovine, sustav ubrizgavanja goriva, zakovice, odašiljači potiska, zglobni klinovi, kućište i mnoge druge komponente | Pružaju zaštitu od habanja i otpornost na koroziju |
| 3 | Hardver | Kupaonska oprema, kvake, ručke, cijevi i još mnogo toga. | Otpornost na koroziju |
| 4 | Elektrika i elektronika | Pokrivaju različitu opremu, hladnjake, tvrde diskove, tiskane ploče | Zaštita od korozije i izlaganja okoliša |
| 5 | Ulje plin | Ventili, pumpe, cijevni spojevi, spremnici i drugo | Zaštita od korozije i izloženosti okolišu i kemikalijama. |
Zaključak
Bezelektrično poniklavanje jedinstvena je metoda završne obrade površine za mnoge materijale, uključujući čelik, bakar, broncu, aluminij, plastiku i mnoge druge.Prekrivanje niklom poboljšava izdržljivost pružajući izvrsnu otpornost na koroziju na površini podloge.Osim toga, budući da nikal ima sjajnu žućkasto bijelu boju, nudi privlačnu estetsku ljepotu.Osim toga, oplata se može obaviti sa ili bez elektrolize, provjerite razliku izmeđuGalvanizacija i elektrogalvanizacija.
Budući da postoji mnogo kemijskih i katalitičkih reakcija u procesu, elektroličko poniklavanje može biti zbunjujuće za mnoge ljude, osobito one koji nemajustručna znanja iz inženjerske kemije.Međutim, ovdje naProleanHub, naši inženjeri i tehničari radili su na tehnologiji završne obrade površina, uključujući neelektričko poniklavanje, više od desetljeća.Stoga će razumjeti pravilan kemijski sastav i pristup nakon što objasnite svoje zahtjeve i primjene.
FAQ
Što je bezelektrično poniklavanje?
To je jedna od metoda završne obrade površine u kojoj se sloj nikla nanosi na podlogu pomoću katalitičkih kemijskih reakcija i bez upotrebe električne energije.
Koja su dva glavna rješenja koja se koriste u bezelektričnom poniklavanju?
Otopina soli koja sadrži ione nikla i redukcijsko sredstvo dvije su primarne kemijske otopine koje se koriste u procesu.
Koji su najčešći materijali presvučeni bezelektričnim poniklavanjem?
Ova metoda se obično koristi za premazivanje legiranog čelika, nehrđajućeg čelika, aluminijskog bakra, mesinga, bronce i plastike.
Koji čimbenici utječu na kvalitetu poniklanja?
Temperatura i PH kupke za nanošenje, vrijeme obrade, čistoća površine podloge i koncentracija iona nikla u otopini primarni su čimbenici koji utječu na ishod nanošenja.
Vrijeme objave: 5. kolovoza 2022