Atылылык белән эшкәртү нәрсә ул һәм аннан өлешләр нинди файда китерә?
Укырга вакыт : 5мин

Atылылык эшкәртү заводы
Atылылык белән эшкәртү турында гомуми күзәтү
Atылылык белән эшкәртү - металл һәм металл эретмәләренең кристалл структурасын үзгәртү өчен контроль җылыту һәм суыту куллана торган процесс (корыч һәм алюминий кебек).Вакыт узу белән күп төрле ысуллар эшләнде.Материал һәм эшкәртү процессына карап, җылылык белән эшкәртү күп файда китерә ала,катылыкны арттыру, җылылыкка каршы торуны яхшырту, сыгылучанлыкны арттыру, материаль көчне арттыру.
Күпчелек кеше җылылык белән эшкәртү нәрсә икәнен белмәсә дә, бу җитештерү процессының мөһим өлеше.Аны җитештерү процессының төрле этапларында металл яки эретмәнең кайбер үзенчәлекләрен үзгәртү өчен кулланырга мөмкин.Heatылылык белән эшкәртү мөһим роль уйнаган кайбер күренекле тармакларга керәсамолет, автомобиль, җиһаз(пыяла һәм балта кебек),компьютерлар, космик кораблар, хәрбиләр, нефть һәм газ сәнәгате.
Atылылыкны эшкәртү ничек эшли?
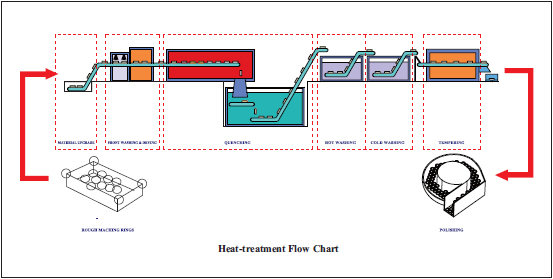
Atылылык белән эшкәртү агымы диаграммасы
Элегерәк искә алынган иде, җылылык белән эшкәртү металлның физик үзлекләрен контроль җылыту яки суыту белән үзгәртү, һәм җылылык белән эшкәртү шул гади принцип буенча эшли.Heatылылык белән эшкәртү төрләре күп булса да, алар шундый ук процессны дәвам итәләр.Кыскача,җылылык белән эшкәртү металлны җылытып, аны шул температурада тотып, аннары кире суытып эшли.Бу процесс вакытында металл өлешләренең үзлекләренең үзгәрүенең сәбәбе - югары температуралар металлның микросруктурасын үзгәртә, бу материалның механик үзлекләрендә мөһим роль уйный.
Металл җылытылган вакыт озынлыгы “дип атала.вакытны сөртегез".Чистарту вакытының озынлыгы металлның үзлекләрендә мөһим роль уйный, чөнки озак вакыт чумган металлның микроструктурасы кыска вакытка чумган металлныкыннан аерылып тора.Икенче яктан, суган вакыттан соң суыту процессы металл нәтиҗәләренә дә тәэсир итә.Металлны тиз суытырга мөмкин, бу сүндерү дип атала, яисә кирәкле нәтиҗәләргә ирешү өчен мичтә әкрен генә суытылырга мөмкин.Температураның дымлануы, вакытны суыту, суыту температурасы һәм суыту озынлыгы комбинациясе металл яки эретмәдә кирәкле үзлекләр җитештерүдә роль уйный.
Йомгаклау өчен, җылылык белән эшкәртү процессы өч төп адым таләп итә,җылыту, чыландыру, суыту.
Atылылык этаплары
Heatылылык белән эшкәртү процессында эретмәнең микроструктурасы үзгәрә.Atingылыту билгеле җылылык профиленә иярә.Бу вакытта металл өч төрле хәлдә булырга мөмкин, механик катнашма, каты эремә яки икесенең дә кушылмасы.Eachәрбер дәүләт төрле сыйфатлар китерә һәм дәүләт фаз схемасы буенча җылытып үзгәртелә ала.
Су басу
Чистарту этабының максаты - металлны кирәкле эчке структура барлыкка килгәнче тиешле температурада тоту.Озынлыгы таләпләргә бәйле.Мәсәлән, материалның төре һәм өлешнең зурлыгы, өлешнең зурлыгы зуррак булганда, күбрәк вакыт кирәк.Күпчелек өлешләрнең үзәге кирәкле температурага ирешү өчен озаграк вакыт ала.
Суыту этабы
Суыту этабында металлны бүлмә температурасына кадәр суытырга кирәк, ләкин металл төренә карап моны эшләүнең төрле ысуллары бар.Бу суыту чарасы, газ, сыеклык, каты яки аларның кушылуы таләп ителергә мөмкин.Суыту тизлеге металлның үзенә һәм суыткычка бәйле.Шуңа күрә, суытуда сайлау металлның кирәкле эшләвендә мөһим фактор.
Гомуми җылылыкны дәвалау ысуллары һәм өстенлекләре
Сайлау өчен бик күп җылылык эшкәртү ысуллары бар.Аларның һәрберсе билгеле бер сыйфатларга ия.Иң еш очрый торган җылылык белән эшкәртү ысуллары include
Каты
Heatылылык белән эшкәртүнең иң таралган формаларының берсе,бу металл яки эретмәнең катылыгын арттыра һәм аны азрак үткәрә.Гадәттә, соңрак катыру операцияләре булмыйча, өслекне катырту өчен, еш кына нитридинг дип тә аталалар, азотның махсус эретелгән корыч өслегенә таралуы, нәтиҗәдә каты өслек һәм йомшак үзәк.
Температура
Темперинг - катыру процессында китерелгән артык каты һәм бритллыкны киметү процессы.Эчке стресслар да җиңеләйтелә.Гомумән, температура каты процессның соңгы адымы.Бу корычның эластиклыгын яхшыртырга ярдәм итүче җылылык белән эшкәртү процессы.Тимер нигезендәге эретмәләр гадәттә каты, ләкин кайбер кушымталар өчен еш кына ватык.Температура металлның каты булуын, бриттлылыгын һәм сыеклыгын үзгәртергә ярдәм итә.Бу процессны җиңеләйтү өчен.
Аннальинг
Анналь металлны йомшарта.Бу металлны салкын эшләү һәм формалаштыру өчен кулайрак итә.Ул шулай ук мета эшкәртүчәнлеген, сыгылмалылыгын һәм катгыйлыгын көчәйтәl.Аннальлау процессында металл югары критик температурадан җылытыла, аннары әкрен темп белән суытыла.
Нормальләштерү
Нормальләштерү - аннальингның тагын бер төре.Бу күнеккәнэретеп ябыштыру, кастинг яки сүндерү кебек процесслар аркасында килеп чыккан эчке стресслардан арыну. Нормальләштерелгән корыч ябыштырылган корычка караганда катырак һәм көчлерәк.Бу процесста металл үзенең югары критик температурасыннан 40 ° C югарырак җылытыла.Бу очракта металл аннальинг температурасыннан 200 ° F кадәр җылытыла.Техник металлны критик температурада трансформация булганчы саклый.Бу җылылык белән эшкәртү процессы җылытылганнан соң һаваны суытуны таләп итә.
![]()
Heылылык белән эшкәртү лидеры буларак, ProLean Hub җылылык эшкәртү хезмәтләренең киң спектрын тәкъдим итә.Безнең объектлар барлык зурлыктагы компонентларны таләп стандартларына карыйлар һәм ышанычлы, кабатланырлык нәтиҗәләр китерәләр.Безнең җылылык белән эшкәртү операцияләре тармактагы иң яхшы инженерлар һәм техниклар белән идарә итәләр, тәҗрибә һәм тәҗрибә белән, клиентларның таләпләрен чын аңлау.Сез безнең янга керә аласызAtылылык белән эшкәртү битекүбрәк мәгълүмат алу өчен, яисә сез булдыра аласызбезнең инженерларның берсе белән турыдан-туры сөйләшегез.
Пост вакыты: 22-2022 апрель